

Files
3D model format
Stereolithography (.stl)
Total files
Slicer settings
not available
Mesh error check
not specified
Support
Lifetime support from Gambody team
Update requests
not specified
Model versions
FFF/FDM
Assembly method
not specified
Features
DLP/SLA
Assembly method
not specified
Features
FFF/FDM
Assembly method
not specified
Features
DLP/SLA
Assembly method
not specified
Features
Additional details
Part of diorama
No
Special pack included
No
You will get instant access to the STL files of AT-M6 Walker 3D Printing Model | Assembly after completing your purchase. Simply add the model to your cart and check out using PayPal, credit or debit card, Apple Pay, Google Pay, Alipay, or other available payment methods.
Watch the assembly video for AT-M6 Walker 3D Printing Model | Assembly, and explore more tutorials, behind-the-scenes content, 3D printing timelapses, and painting guides on the official Gambody YouTube channel.
This 3D Model consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
AT-M6 Walker 3D Printing Model comes in 4 versions for each 3D printer type (FFF/FDM, DLP/SLA). Files for each version are available for download after the purchase.
Detailed information about this 3D printing model is available in the DESCRIPTION section.
Before printing, take a look at Printing Details for recommended settings and tips to achieve better results.
ABOUT THIS 3D MODEL
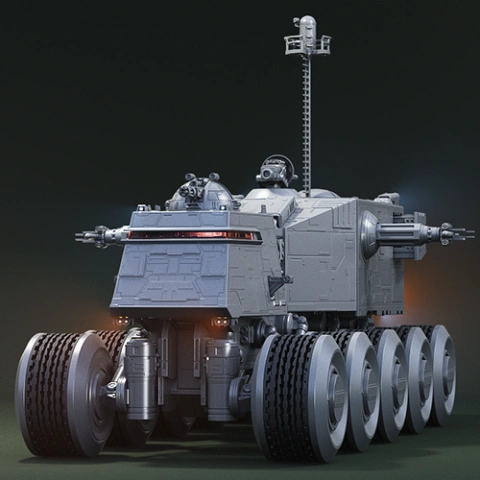
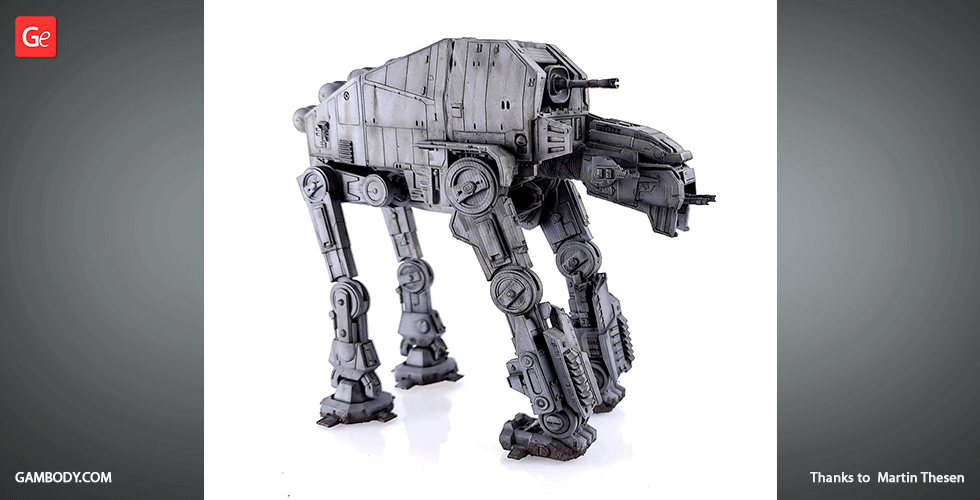
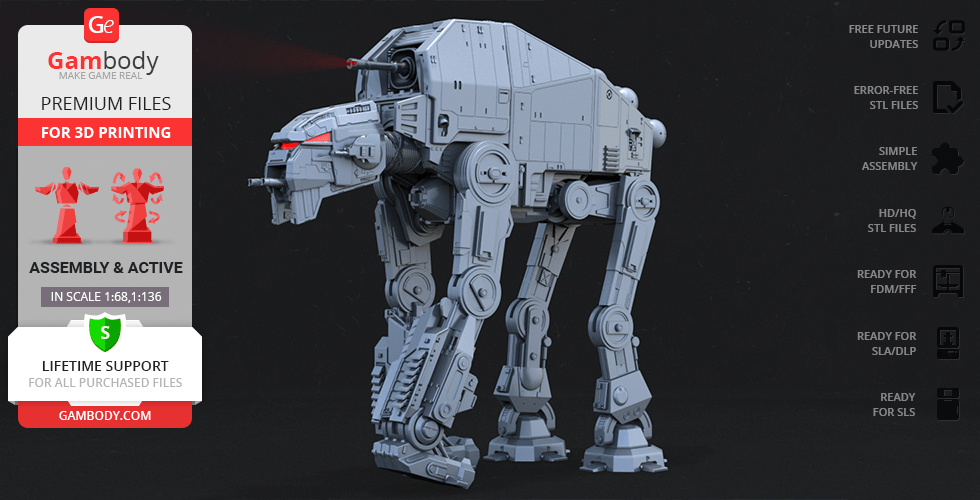
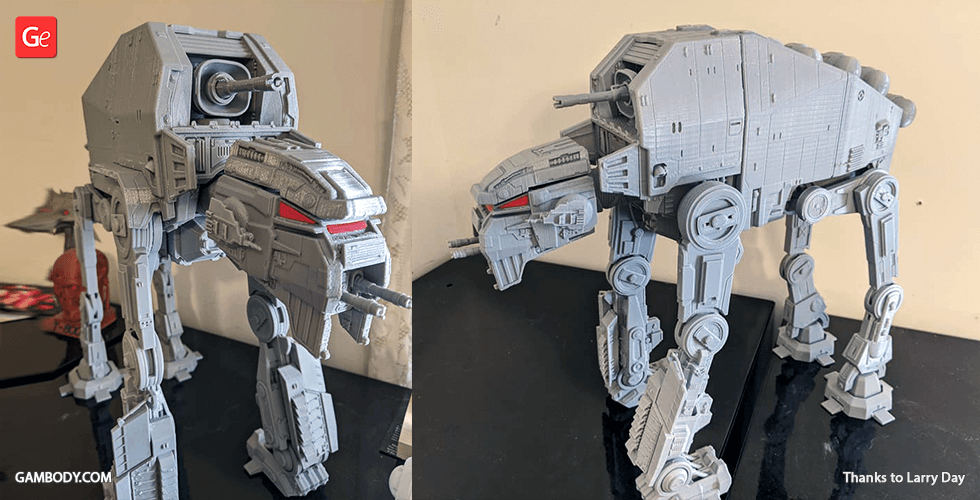
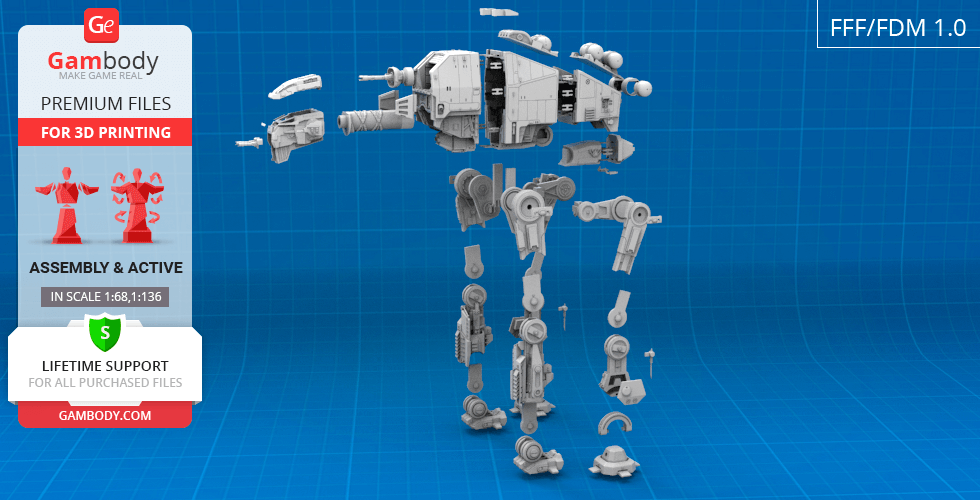
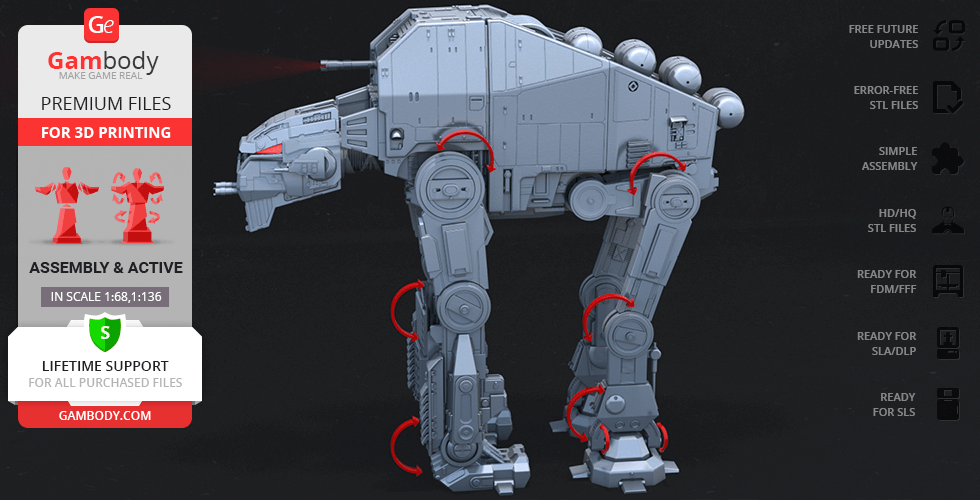
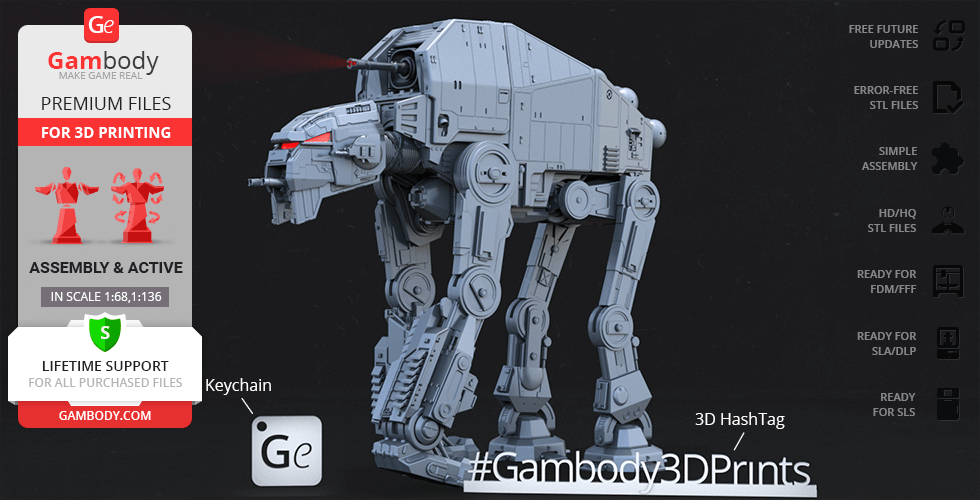
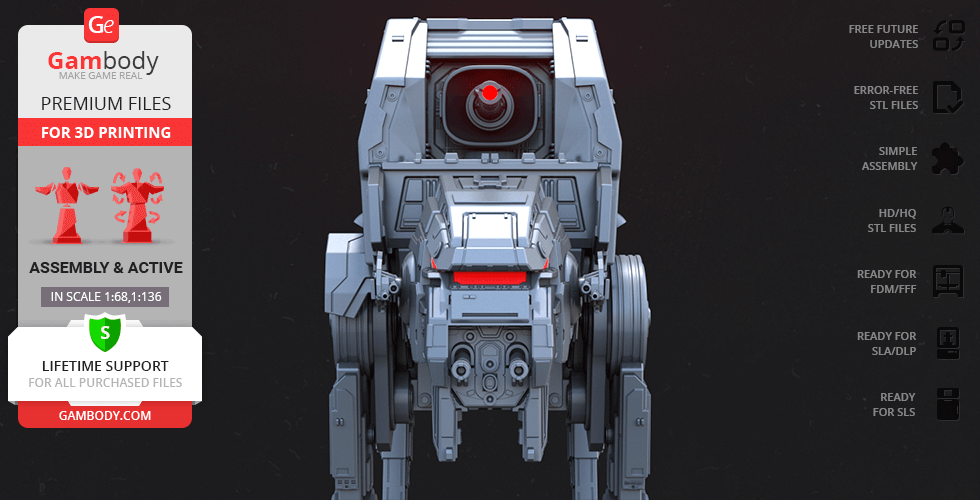
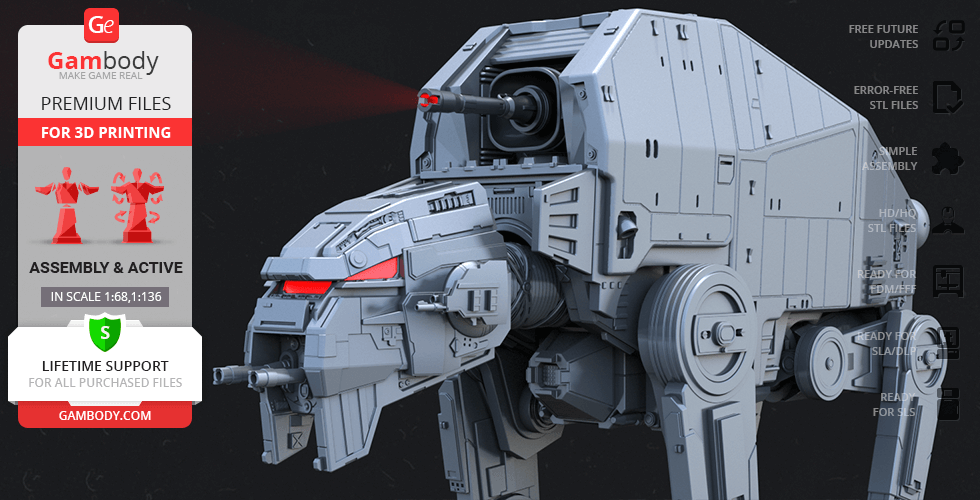
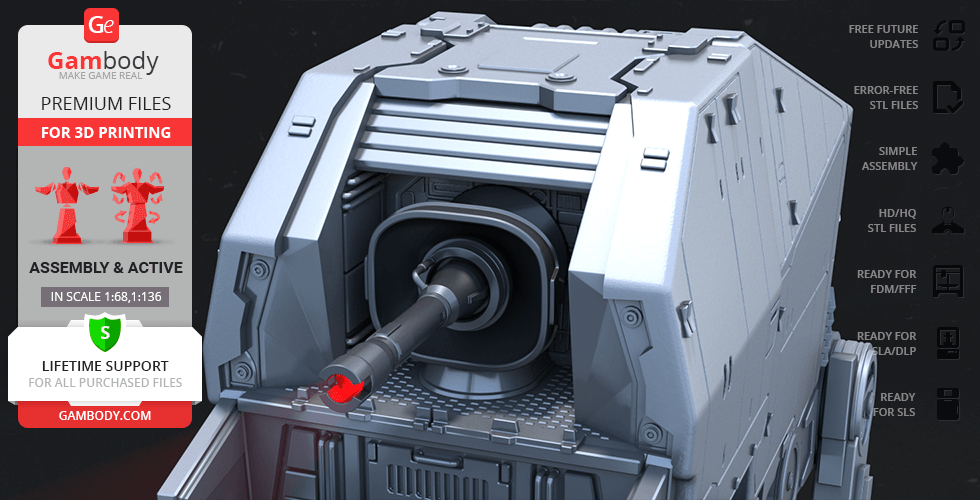
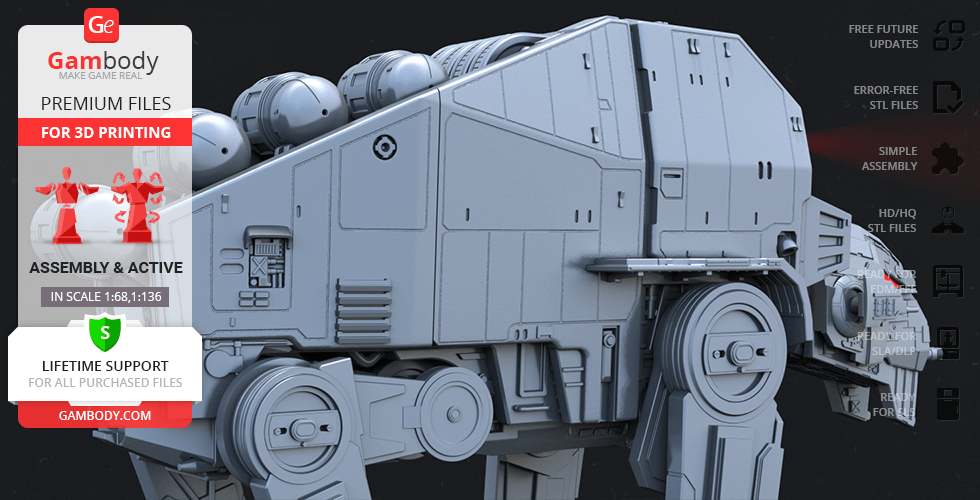
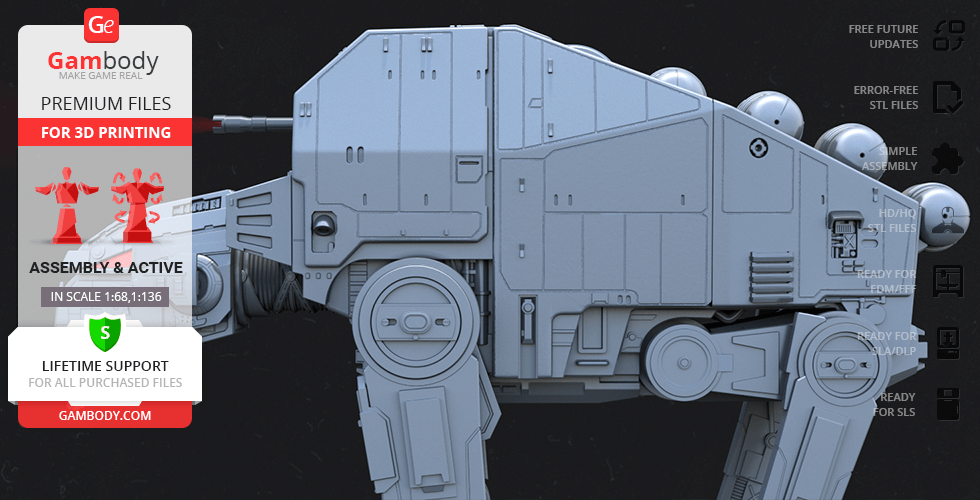
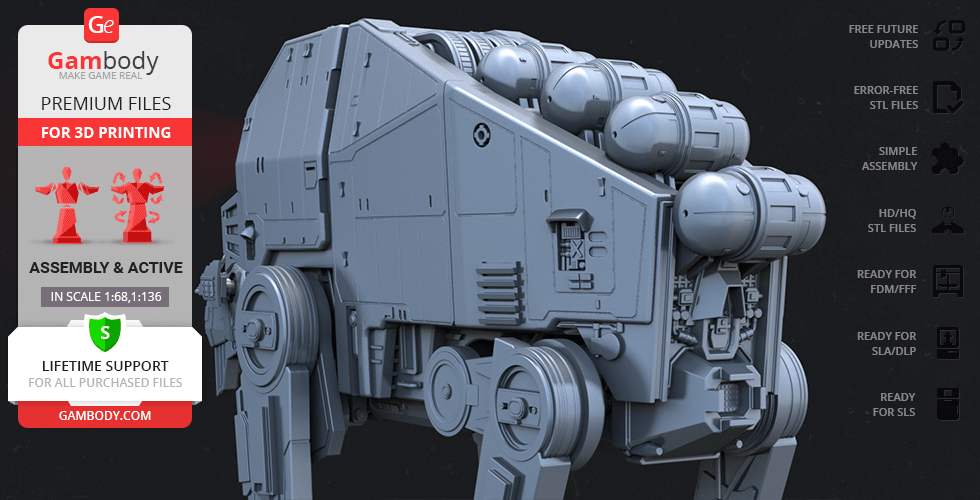
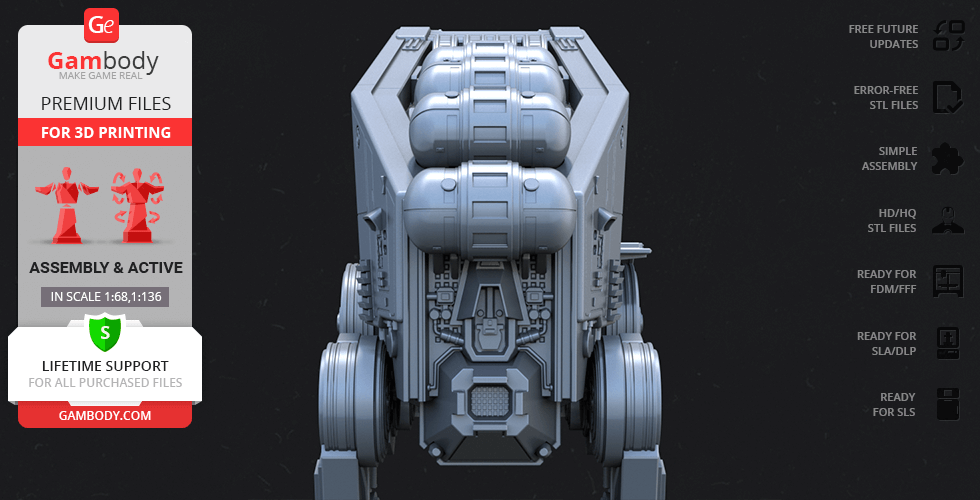
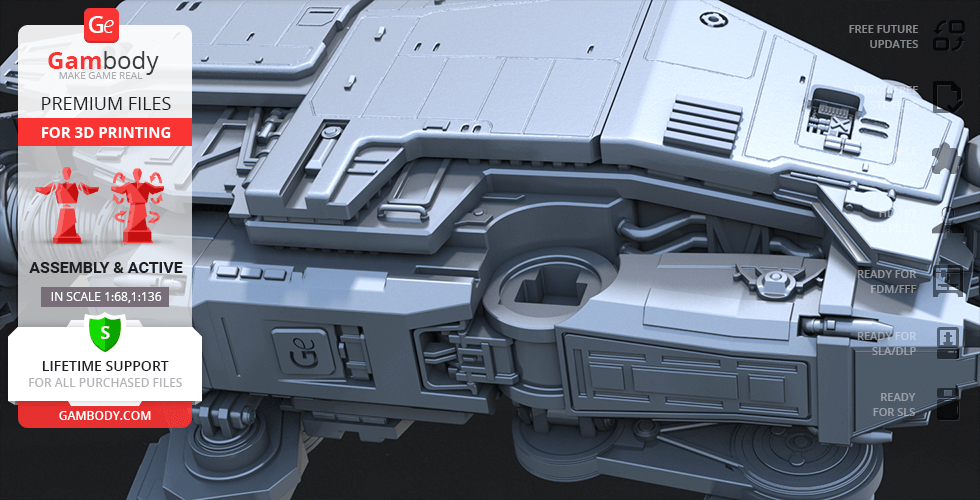
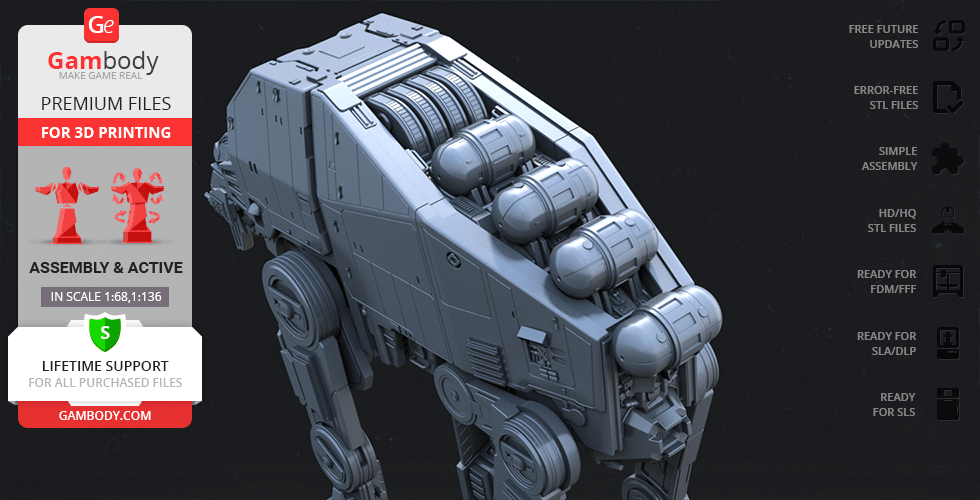
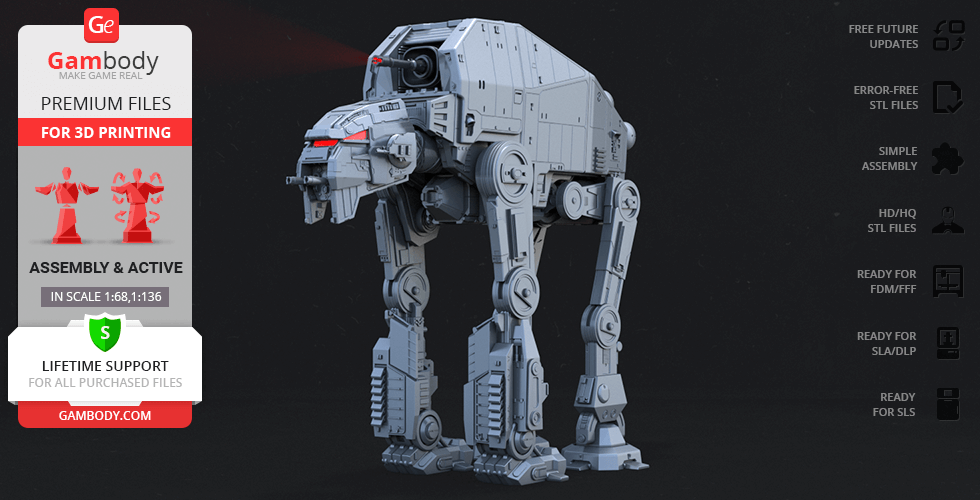
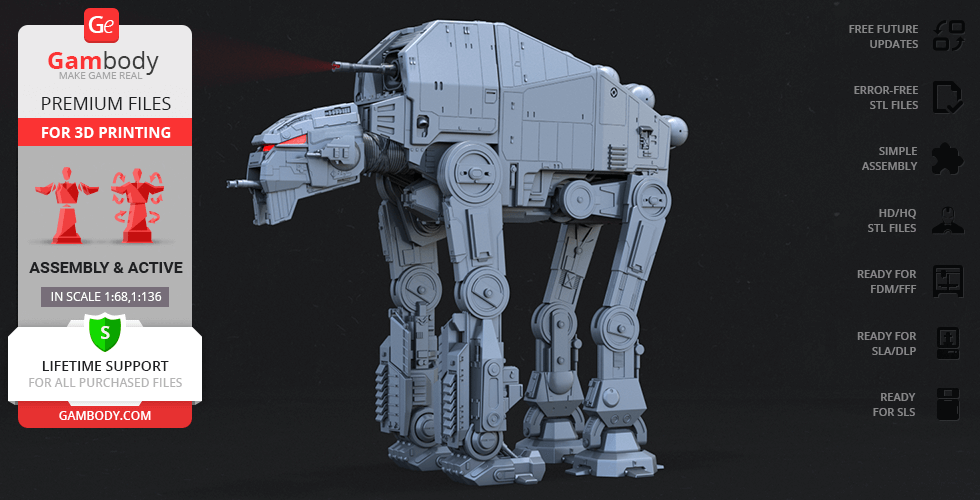
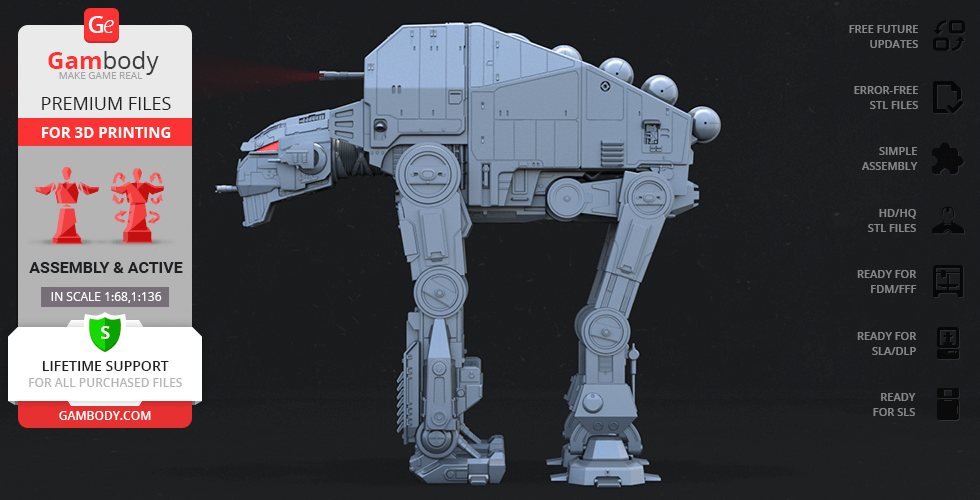
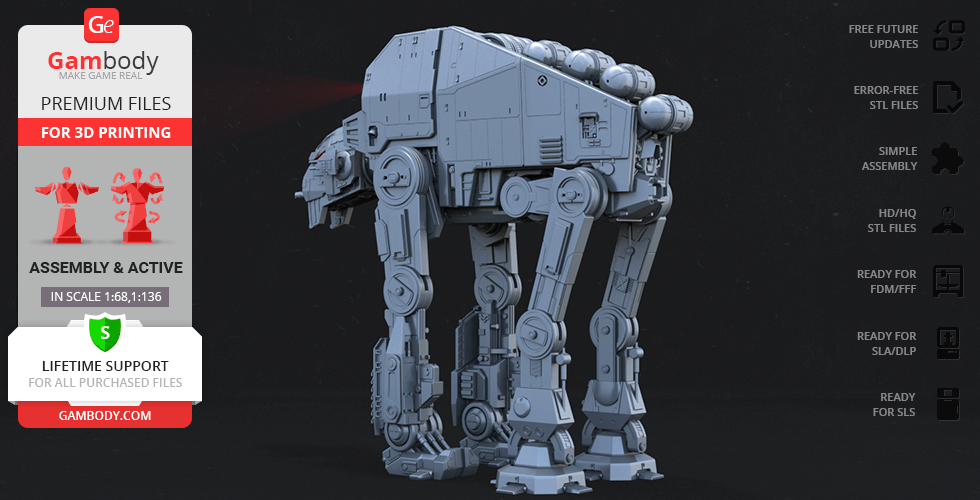
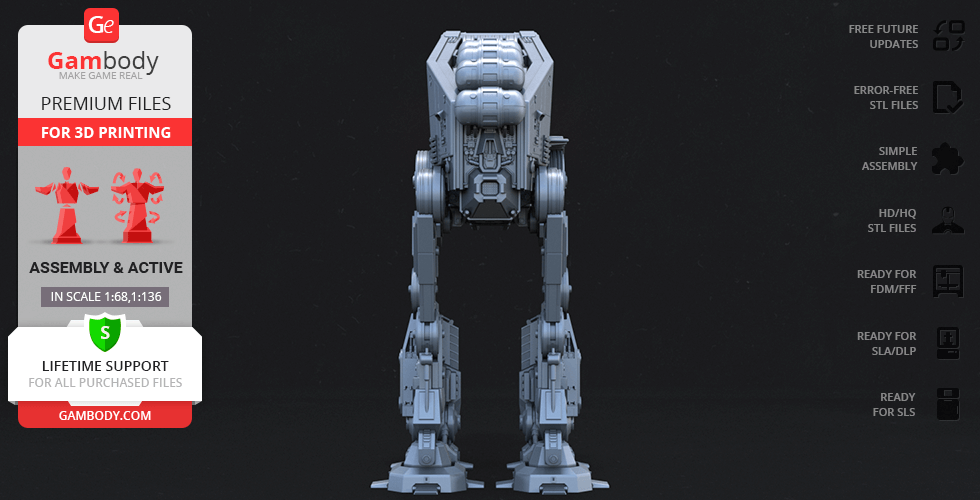
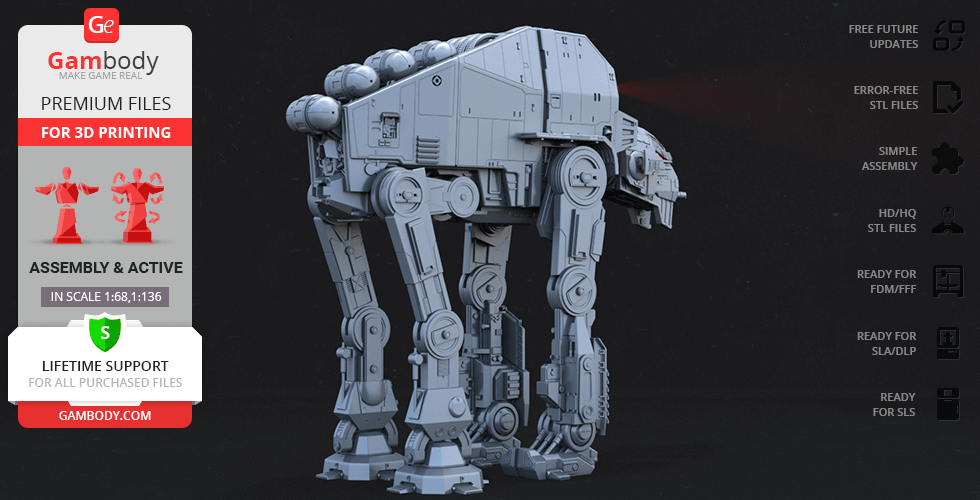
The massive and extremely intimidating walker AT-M6 instilled sheer terror into enemies of First Order in the course of Star Wars: The Last Jedi film. The All Terrain MegaCaliber Six was manufactured in the years following the end of the Galactic Civil War by Kuat-Entralla Drive Yards, the company that produced AT-M6’s predecessor AT-AT. At 40.87 meter long the Gorilla walker is actually almost twice the length of an AT-AT! It is also known to be coated in some of the most advanced armour in the Galaxy manufactured at secret facilities. And the reason why this walker had to be so large and powerful was both to hold that MegaCaliber Six turbolaser cannon and to make the heavy assault walker even more fearsome. The author of this huge 3D printing project spent 160 hours to create the model inspired by the AT-M6's most notable deployment during the Battle of Crait. The level of detail and attention to the functionality of the assembly parts will definitely impress you. Due to the model’s movability, one can even recreate the knuckle-dragging movement of AT-M6’s distinctive gorilla-like front feet! We are sure that any Star Wars fan will be delighted to enlarge the 3D printed collection with the walker that can do more damage than the orbital bombardment.
ADAPTATION FOR 3D PRINTING
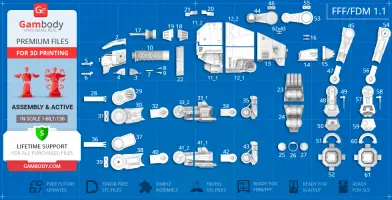
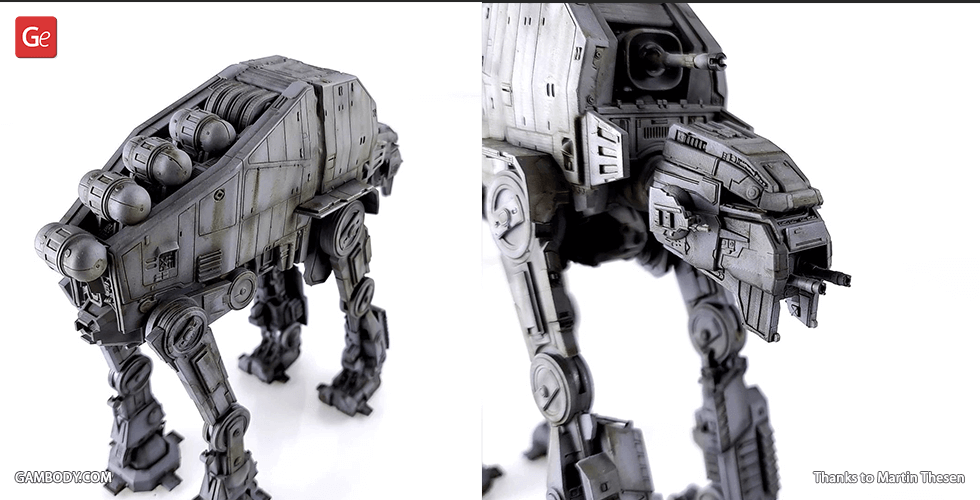
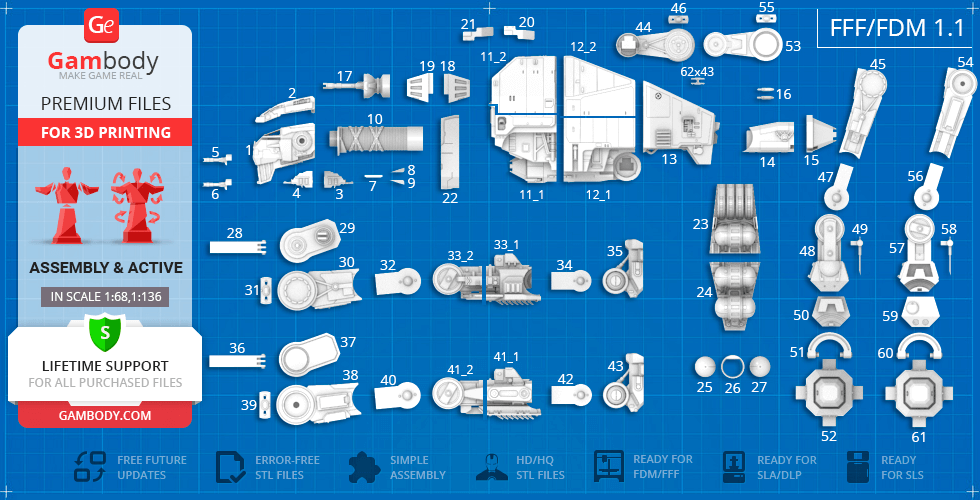
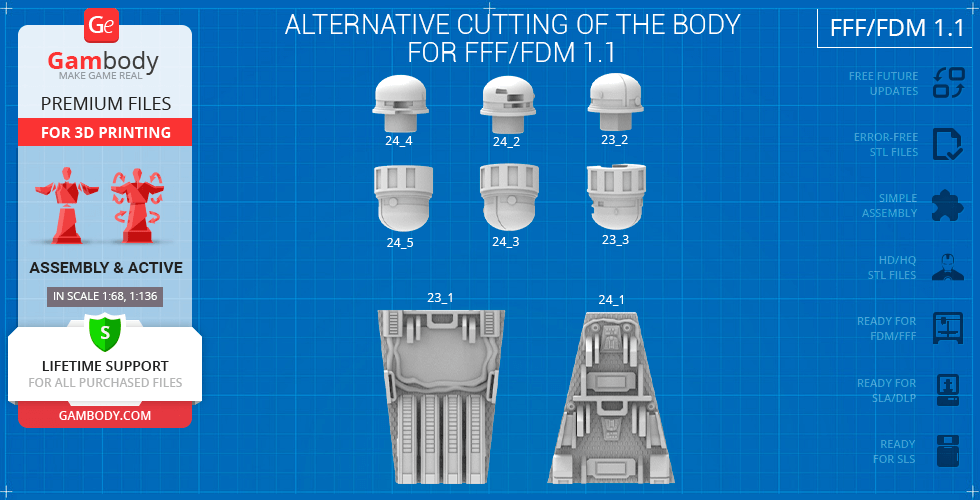
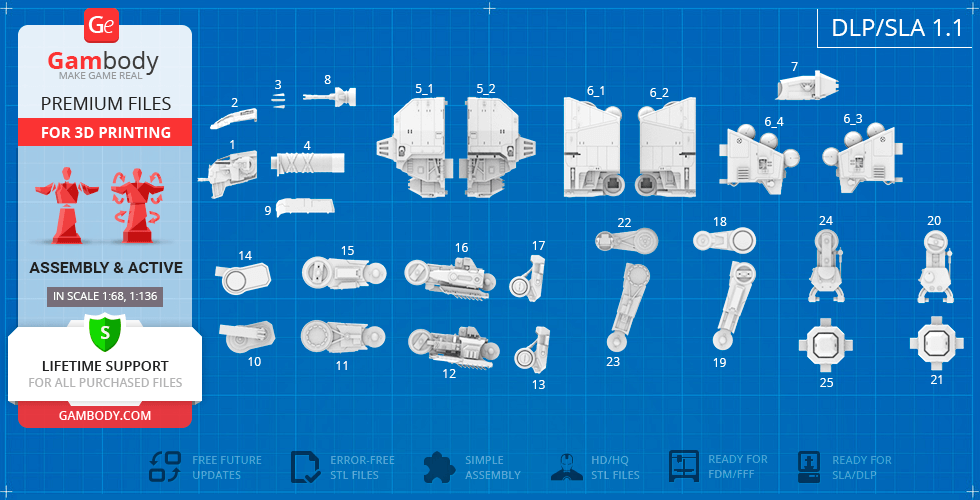
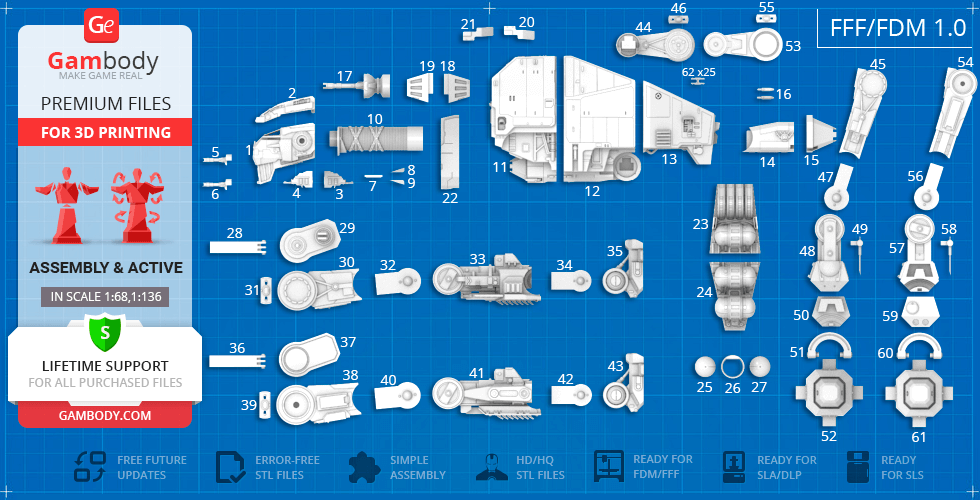
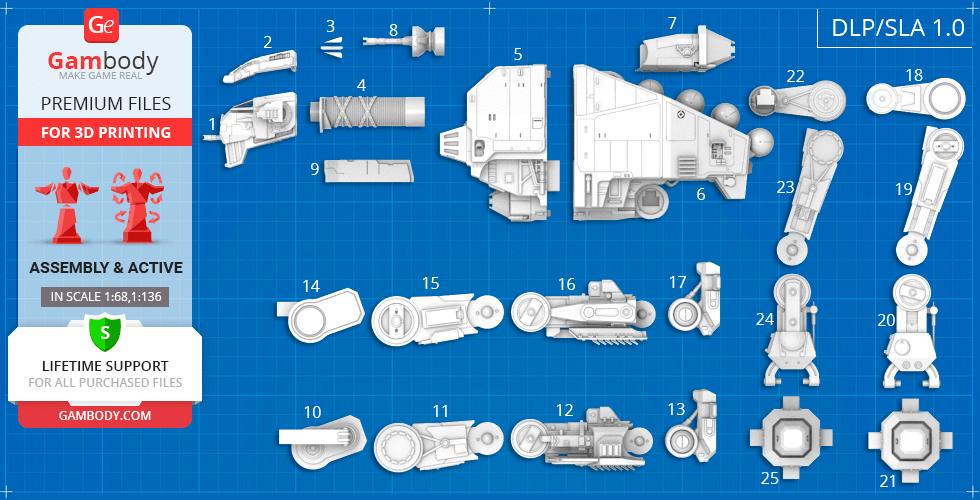
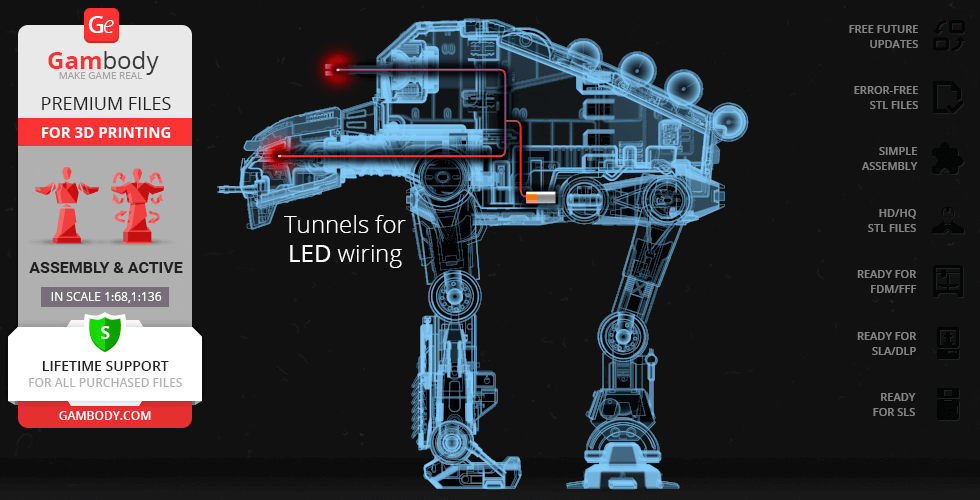
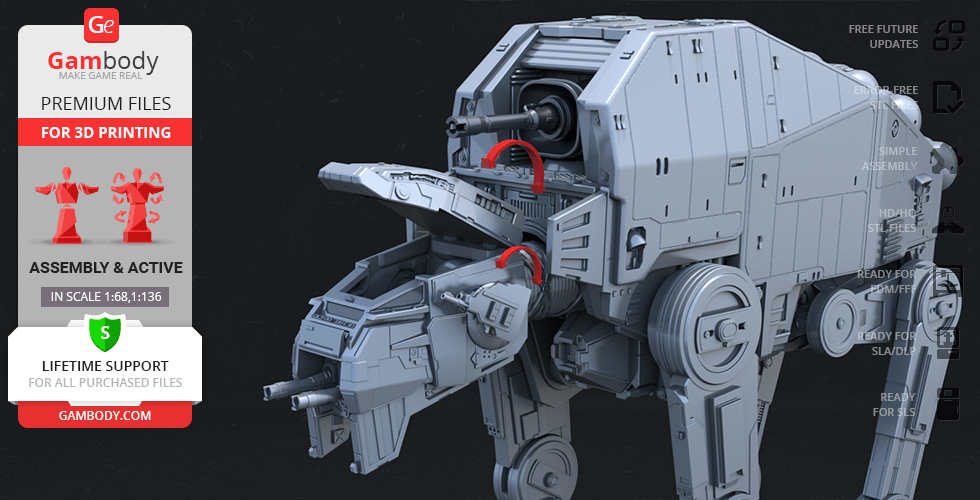
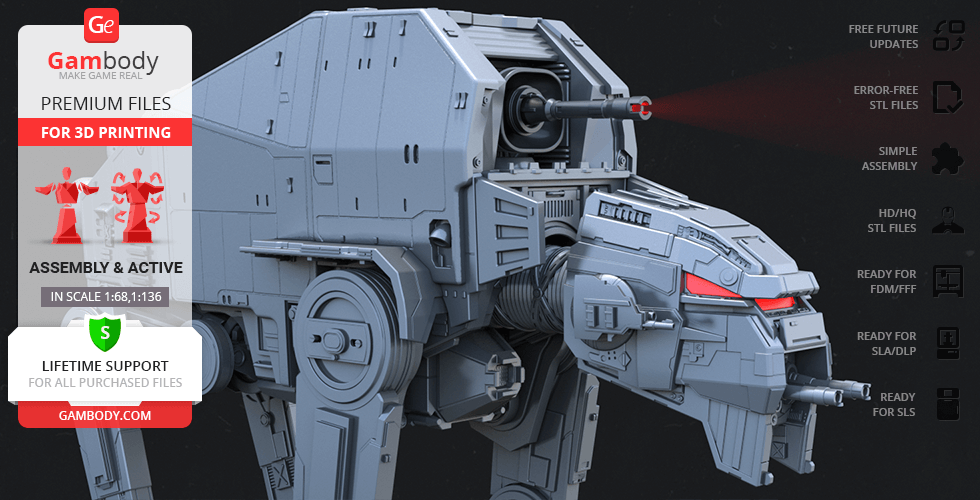
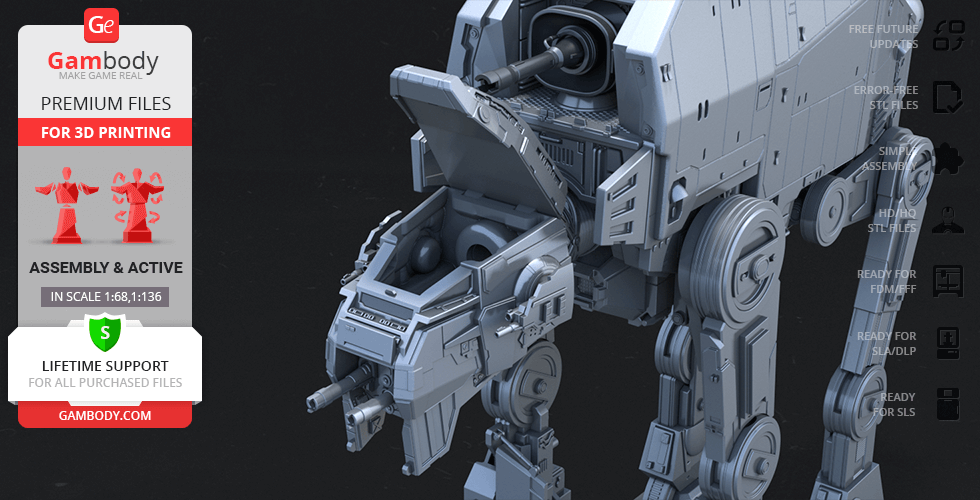
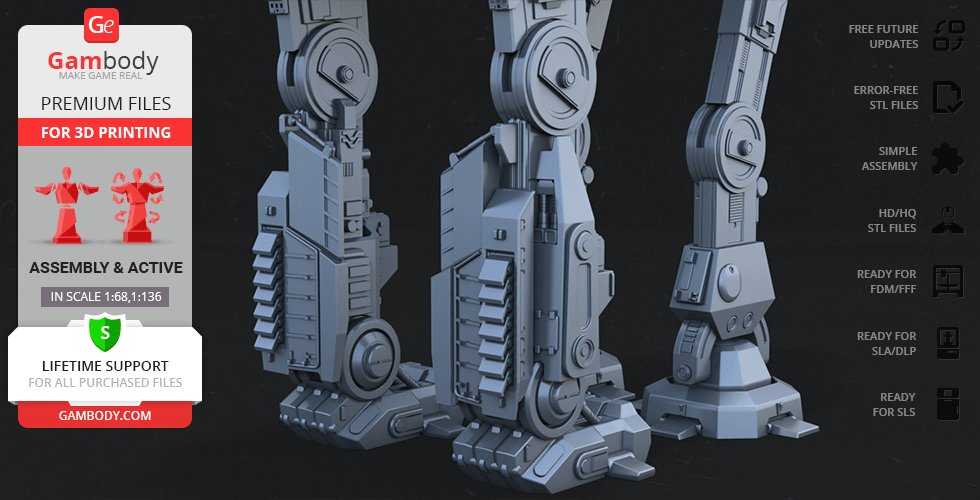
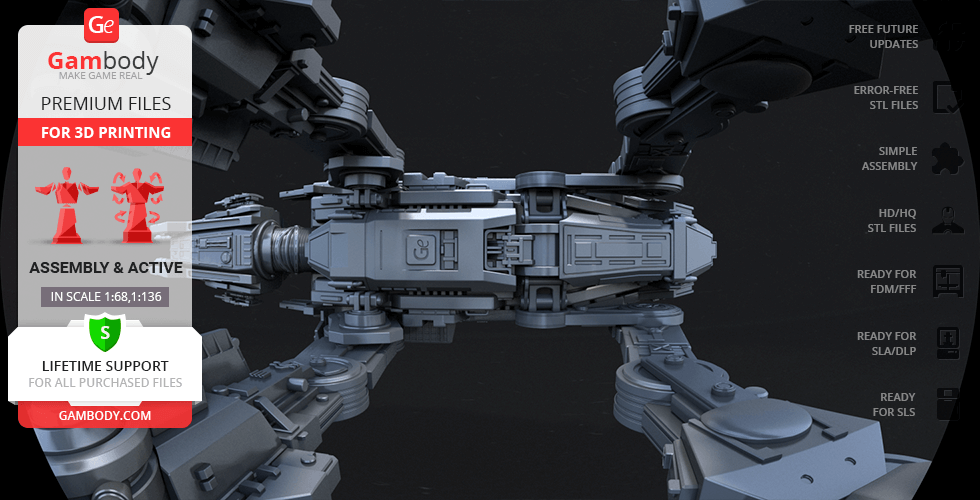
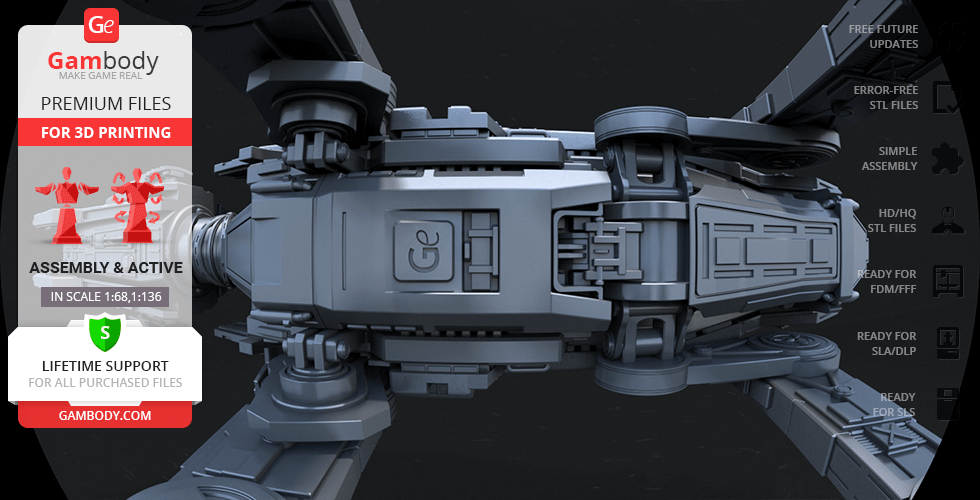
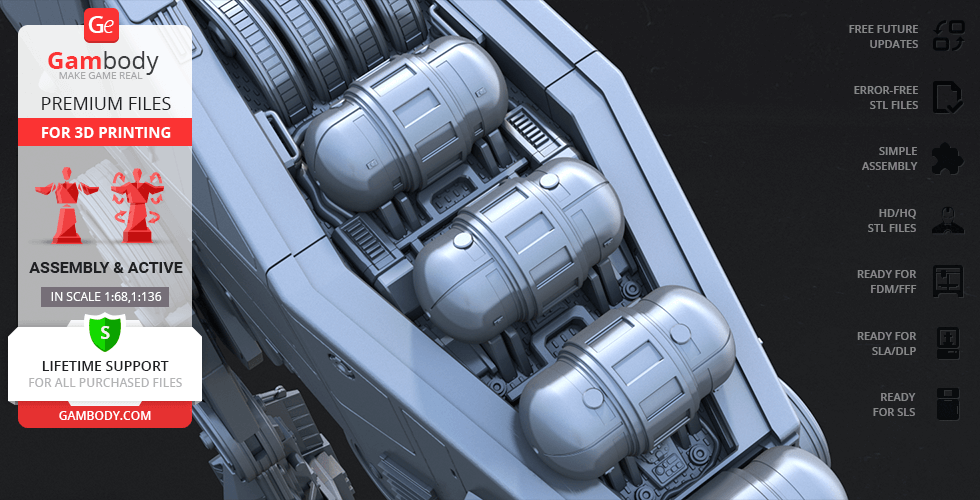
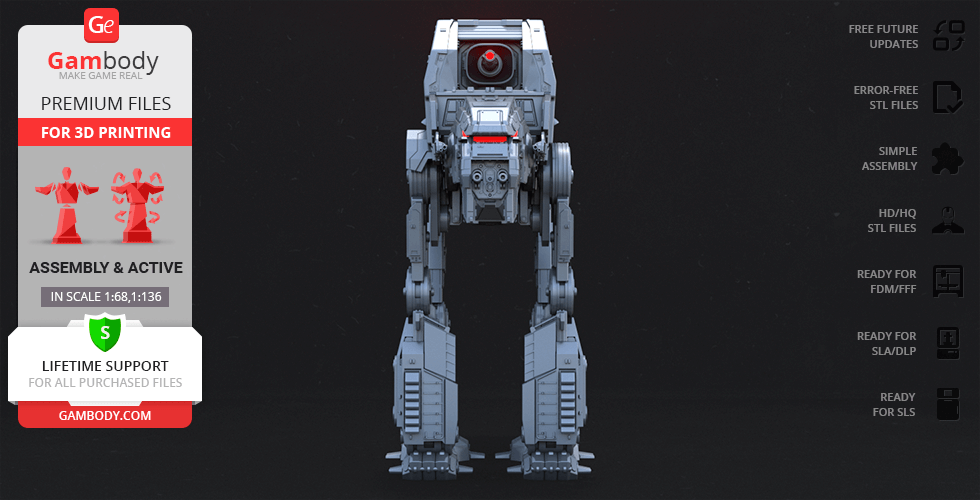
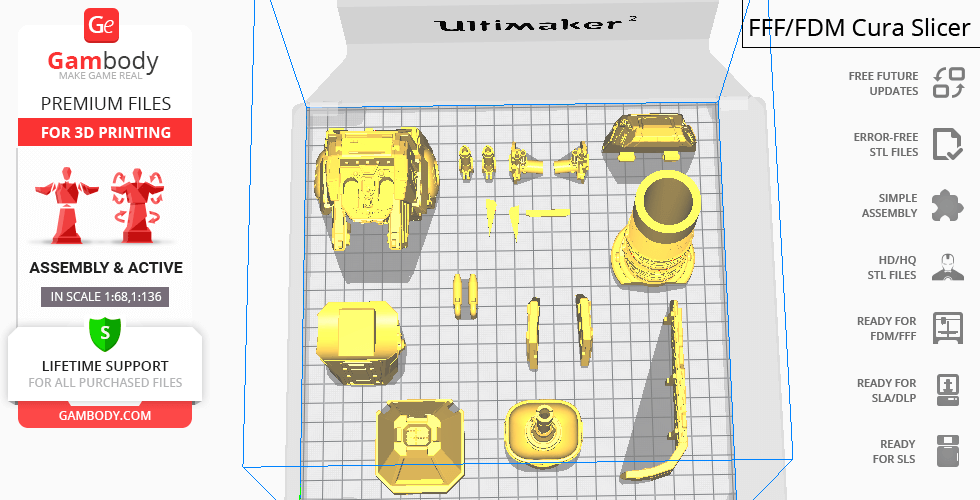
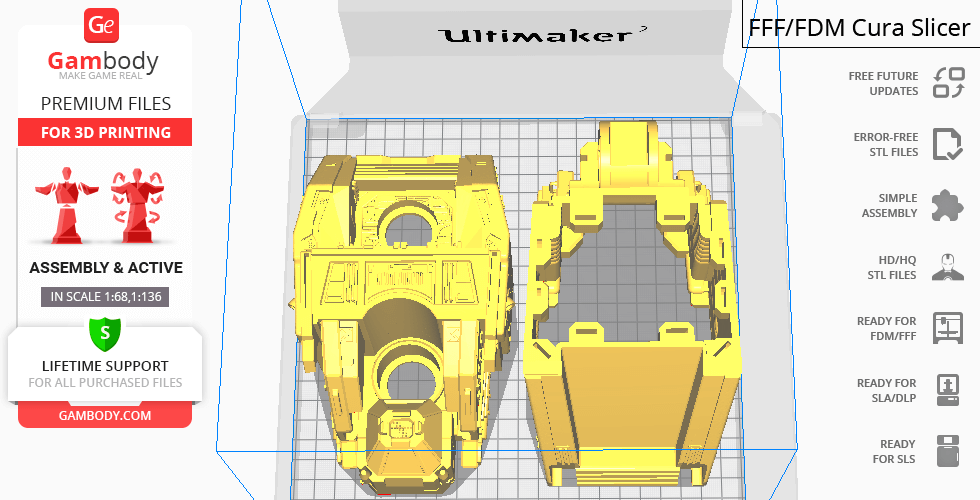
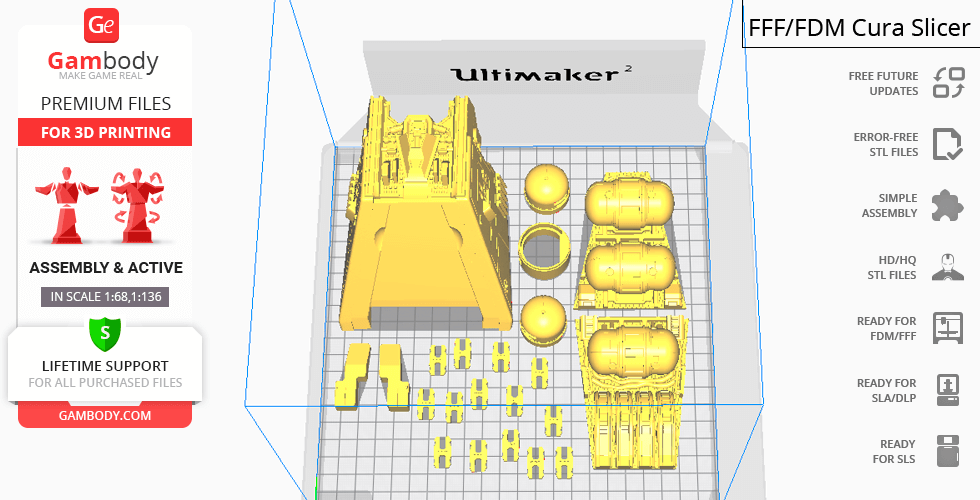
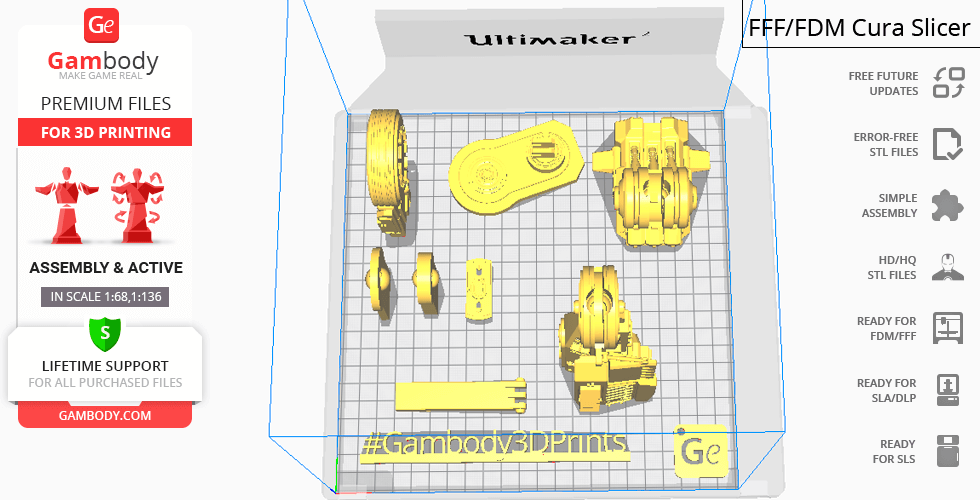
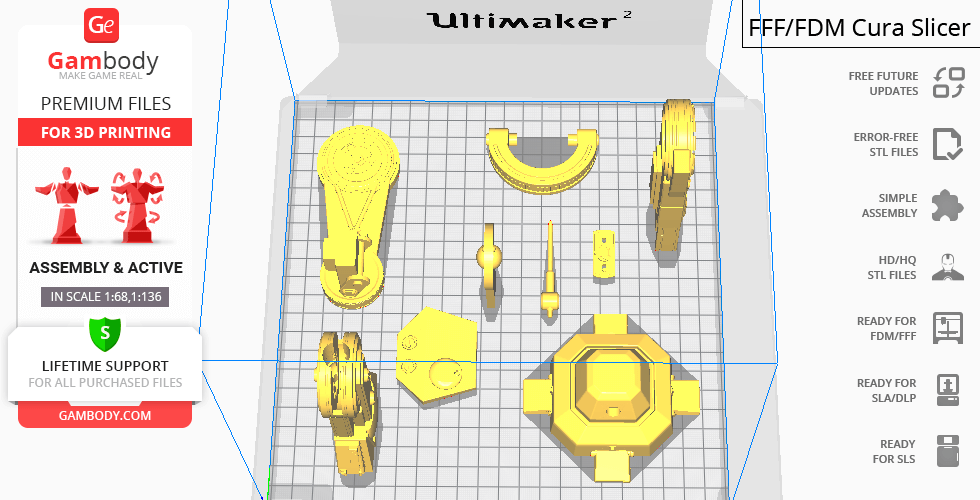
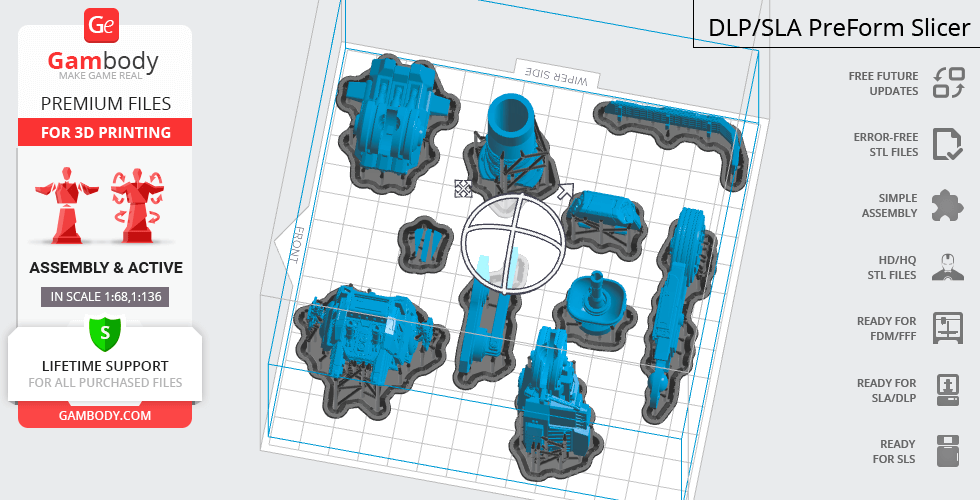
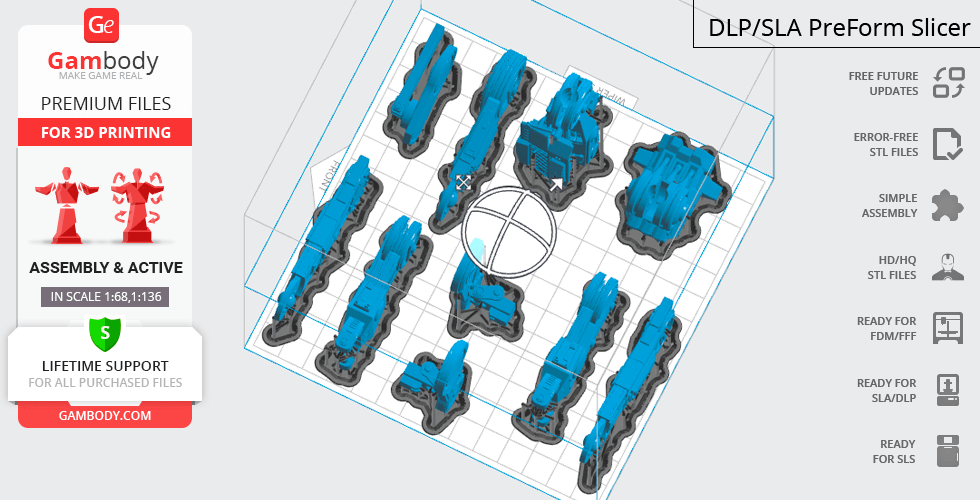
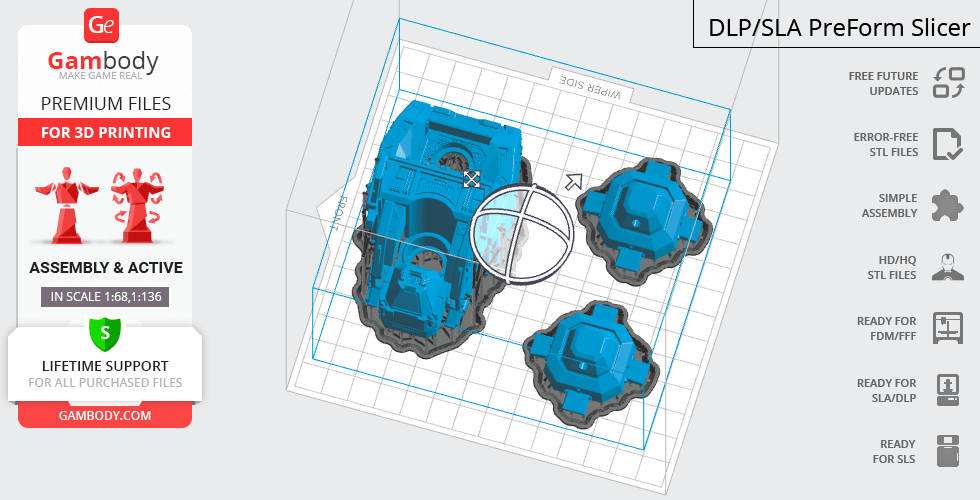
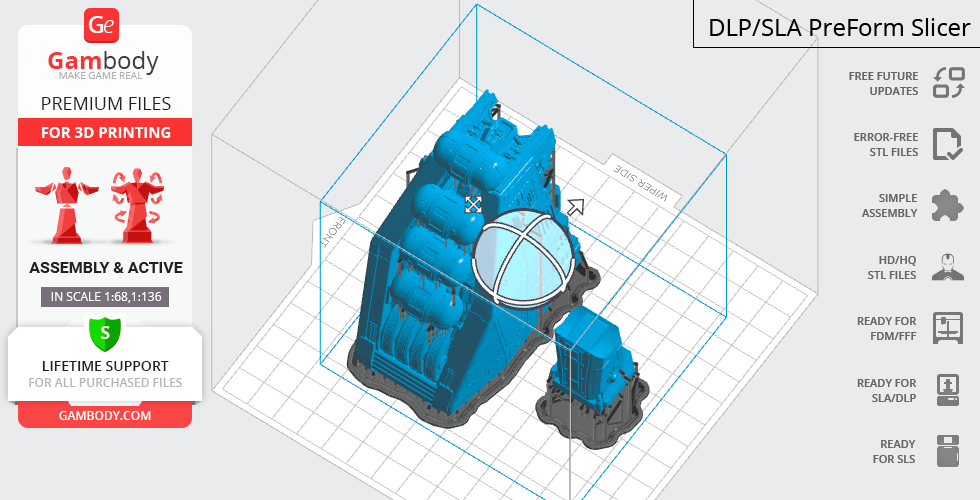
AT-M6 Walker model for 3D printing is an articulated assembly model and its moderation and adaptation for different types of 3D printers took Gambody team 80 hours in total. For you to receive the cleanest printing result possible and to minimise the amount of filament needed for generated support the First Order walker model was divided into many assembly parts, e.g. chin-mounted heavy laser cannons, anti-ship laser canons, flexible armoured tunnel, the turbolaser fuel cells and the leg joints are provided as separate STL files. The connecting elements of AT-M6’s hip and knee joints were developed to ensure the legs’ articulation. Moreover, the ‘ankle drive motors’ of the rear legs were designed in such a way to ensure the footpad’s multidirectional movement. Both anti-ship laser cannons and the cockpit’s lid are movable as well. The glass cover of the cockpit is also provided as three separate files for you to print it using transparent filament. There can also be found special tunnels leading into the cockpit and MegaCaliber Six turbolaser cannon that were designed by our team for you to easily introduce LED wiring. All the assembly parts are provided in STL files in recommended positions that were worked out so to ensure the smoothness of the details’ surfaces after printing and so that the 3D printing beginners won't face difficulties when placing the parts on a build plate.
The model is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.
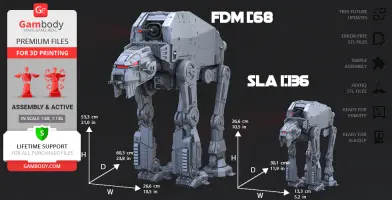
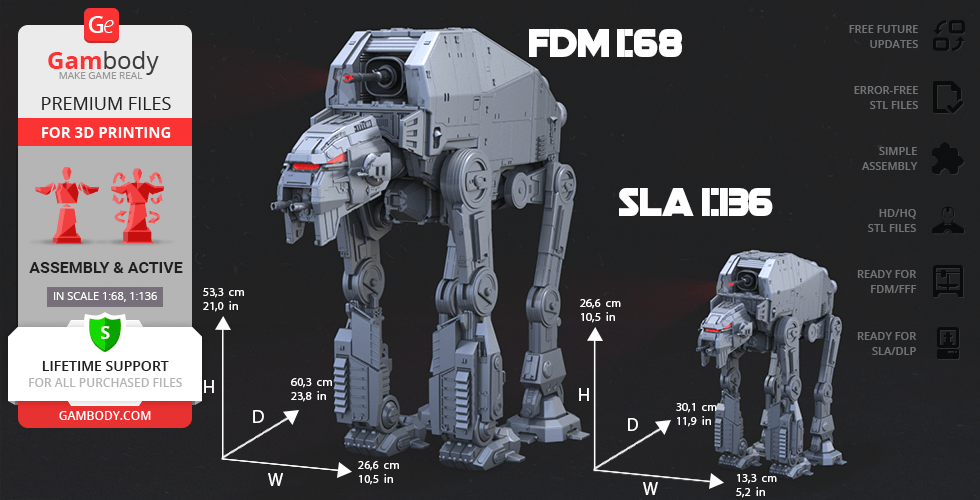
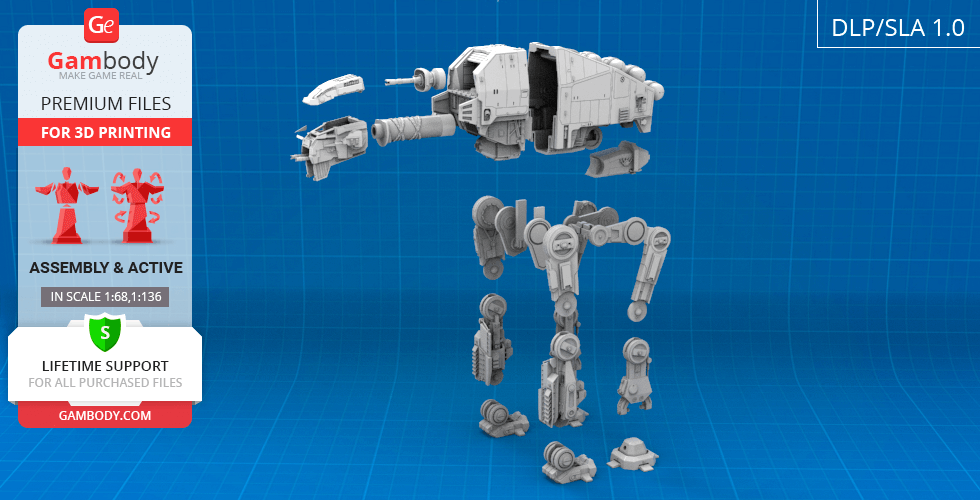
The model's scale was calculated from the AT-M6 Walker's actual length that is 40870 mm. The 3D printing model's chosen scale is 1/68 for the FFF/FDM version and 1/136 for the DLP/SLA version.
VERSIONS' SPECIFICATIONS
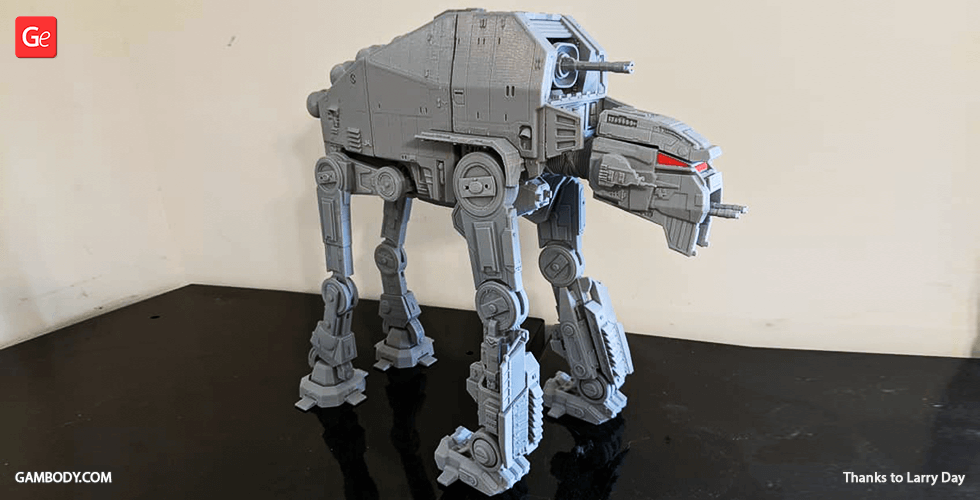
FFF/FDM 1.1 version features:
- Contains 62 parts;
- A printed model is 533 mm tall, 266 mm wide, 603 mm deep;
- Assembly kit includes one lock 62_Ge_lock_10H_x43_FDM to connect parts securely without glue that needs to be printed 43 times;
- Made with fully articulated legs, movable anti-ship laser cannons and opening cockpit;
- The command viewport is separated to be printed with transparent filament;
- Tunnels throughout the walker's body are provided for LED wiring;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
DLP/SLA/SLS 1.1 version features:
- Contains 25 parts;
- A printed model is 266 mm tall, 133 mm wide, 301 mm deep;
- Made with fully articulated legs and opening cockpit;
- The command viewport is separated to be printed with transparent filament;
- Tunnels throughout the walker's body are provided for LED wiring;
- All parts are divided in such a way to fit the build plates and to ensure that support structures are generated where needed.
FFF/FDM 1.0 version features:
- Contains 62 parts;
- A printed model is 416 mm tall, 183 mm wide, 367 mm deep;
- The initial version of the model saved in 1:100 scale.
DLP/SLA/SLS 1.0 version features:
- Contains 25 parts;
- A printed model is 208 mm tall, 92 mm wide, 184 mm deep;
- The initial version of the model saved in 1:200 scale.
WHAT WILL YOU GET AFTER PURCHASE?
- STL files of AT-M6 Walker Model for 3D printing which consist of 87 parts;
- 4 versions of files for this model for FFF/FDM and DLP/SLA printers;
- High-poly detailed model of AT-M6 Walker;
- Detailed settings that we provide as a recommendation for Cura , Simplify3D and Slic3r for the best print;
- Full technical support from the Gambody Support Team.
You can get the model of AT-M6 Walker for 3D Printing immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble AT-M6 Walker 3D Printing Model at Gambody YouTube channel.
Also, you may like the other Walker 3D Printing Models as well as other Star Wars 3D Printing Models.
_______
FAQ:
Where can I print a model if I have no printer?
How to get started with 3D printing?
How to set up my 3D printer?
How to choose right 3D model print bed positioning?
How to paint printed figurine?
Average customer rating (28 reviews)
4.4
Ratings breakdown
Click a star rating to filter reviews
Overall experience
Level of detail in the model
4.4
Model cut quality and assembly guide
4.4
Clarity and accuracy of the model page
4.4
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
4
Model cut quality and assembly guide
4
Clarity and accuracy of the model page
4
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
4
Model cut quality and assembly guide
4
Clarity and accuracy of the model page
4
Level of detail in the model
3
Model cut quality and assembly guide
3
Clarity and accuracy of the model page
3
Level of detail in the model
1
Model cut quality and assembly guide
1
Clarity and accuracy of the model page
1
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
1
Model cut quality and assembly guide
1
Clarity and accuracy of the model page
1
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
To avoid printing issues and achieve the best quality, we highly recommend applying the following settings:
Generic
Below you can find printing recommendations for Cura, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
Cura printing recommendations:
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings:download
Simplify3D printing recommendations:
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings:download
Slic3r printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings:download
PrusaSlicer printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings:download