

























Files
3D model format
Stereolithography (.stl)
Total files
Slicer settings
not available
Mesh error check
not specified
Support
Lifetime support from Gambody team
Update requests
not specified
Model versions
FFF/FDM
Assembly method
not specified
Features
DLP/SLA
Assembly method
not specified
Features
FFF/FDM
Assembly method
not specified
Features
DLP/SLA
Assembly method
not specified
Features
Additional details
Part of diorama
No
Special pack included
No
You will get instant access to the STL files of Interstellar Ranger 3D Printing Model | Assembly after completing your purchase. Simply add the model to your cart and check out using PayPal, credit or debit card, Apple Pay, Google Pay, Alipay, or other available payment methods.
Watch the assembly video for Interstellar Ranger 3D Printing Model | Assembly, and explore more tutorials, behind-the-scenes content, 3D printing timelapses, and painting guides on the official Gambody YouTube channel.
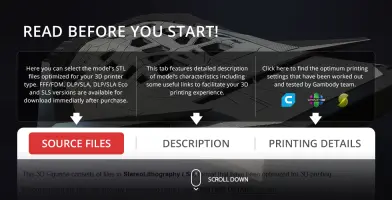
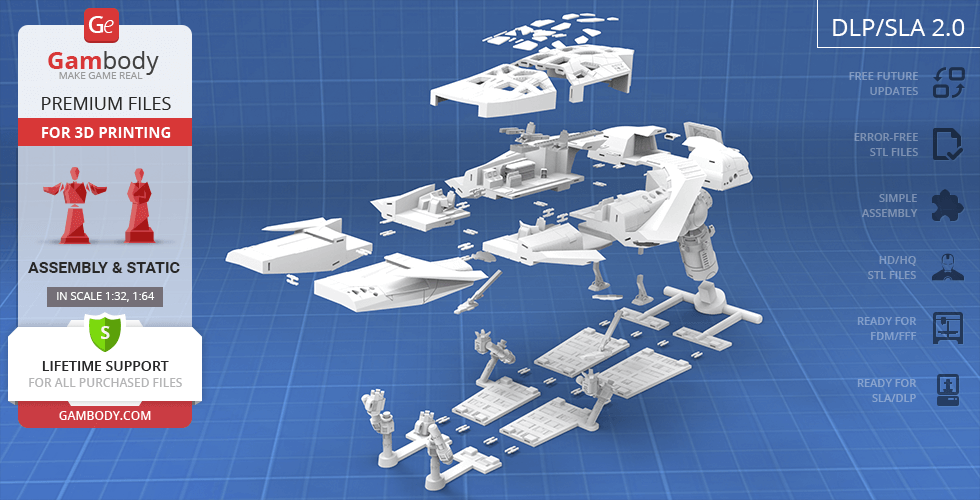
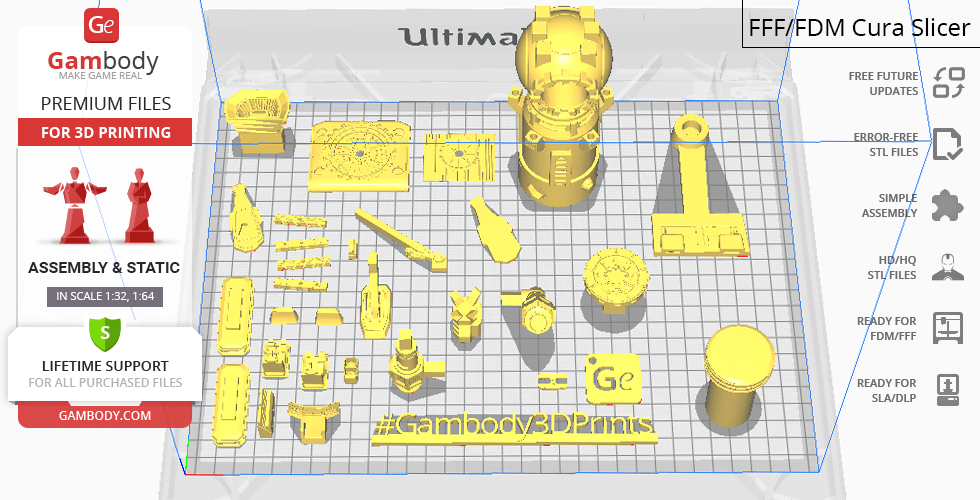
This 3D Model of Interstellar Ranger consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
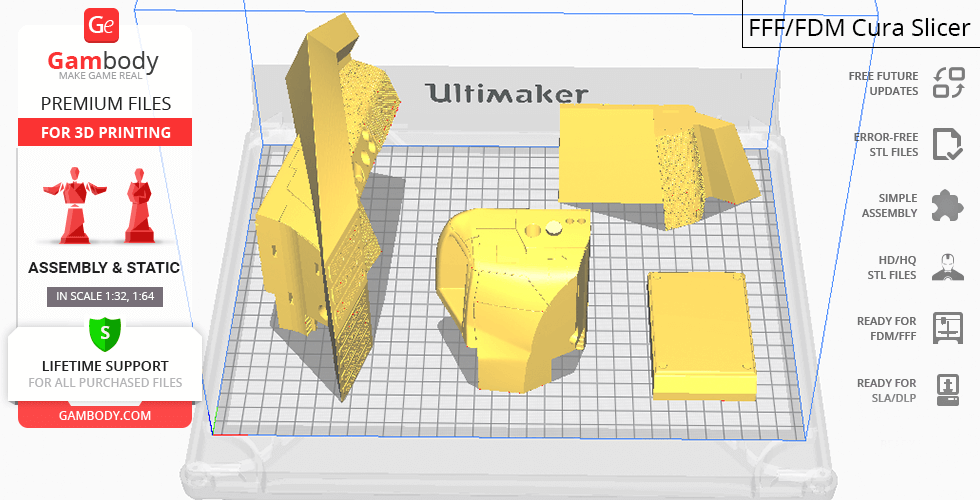
- 4 versions of Interstellar Ranger STL files for FFF/FDM and DLP/SLA - files for all versions are available for download after the purchase;
- STL files of high-poly Interstellar Ranger 3D Model for 3D printing consist of 282 files;
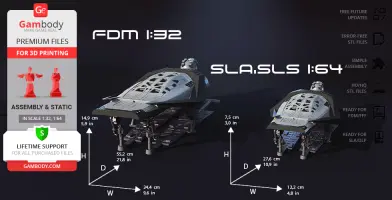
- Sizes for:
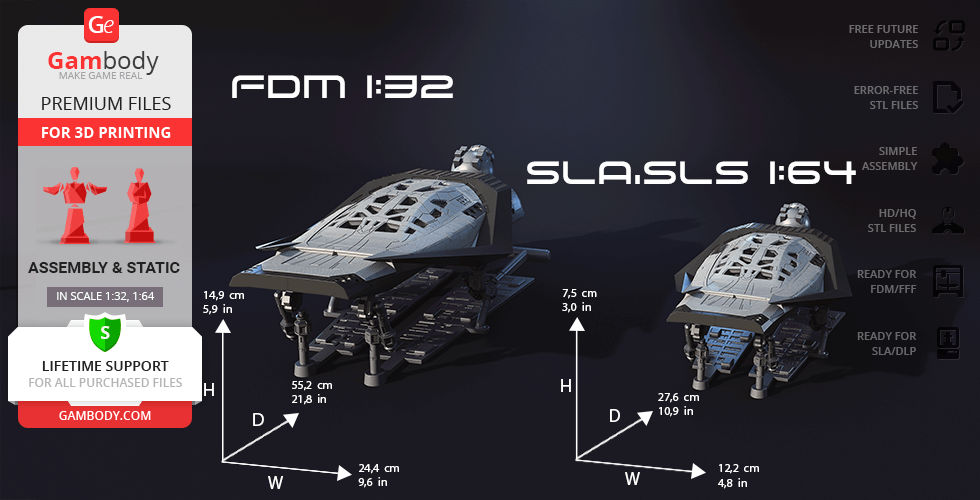
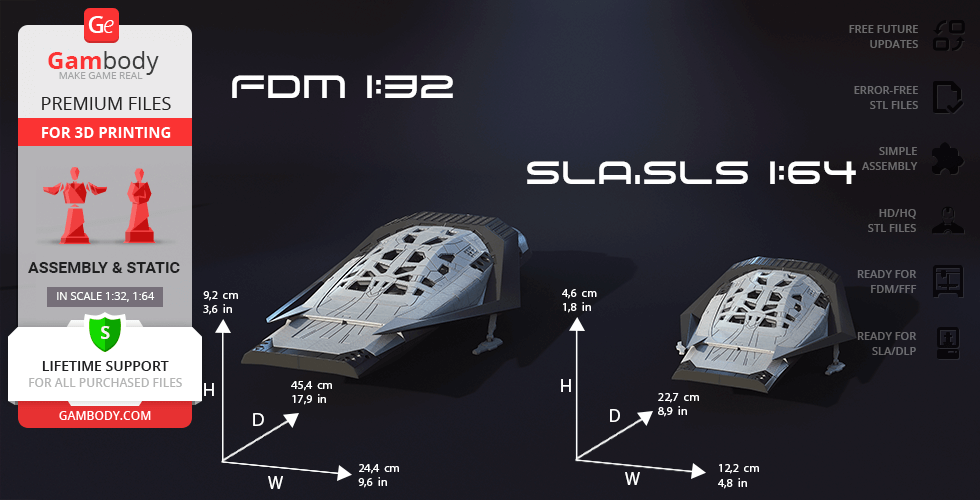
- FFF/FDM on the platform: 149 mm tall, 244 mm wide, 552 mm deep;
- FFF/FDM on the landing struts: 92 mm tall, 244 mm wide, 454 mm deep;
- DLP/SLA on the platform: 75 mm tall, 122 wide, 276 mm deep;
- DLP/SLA on the landing struts: 46 mm tall, 122 wide, 227 mm deep;
- Assembly Manual for FFF/FDM 2.0 and DLP/SLA 2.0 versions in PDF and video formats;
- Detailed settings that we provide as a recommendation for Cura, Simplify3D, Slic3r and PrusaSlicer for the best print;
- Full technical support from the Gambody Support Team.
Detailed information about this 3D printing model is available in the DESCRIPTION section.
Before printing, take a look at Printing Details for recommended settings and tips to achieve better results.
ABOUT THIS 3D MODEL
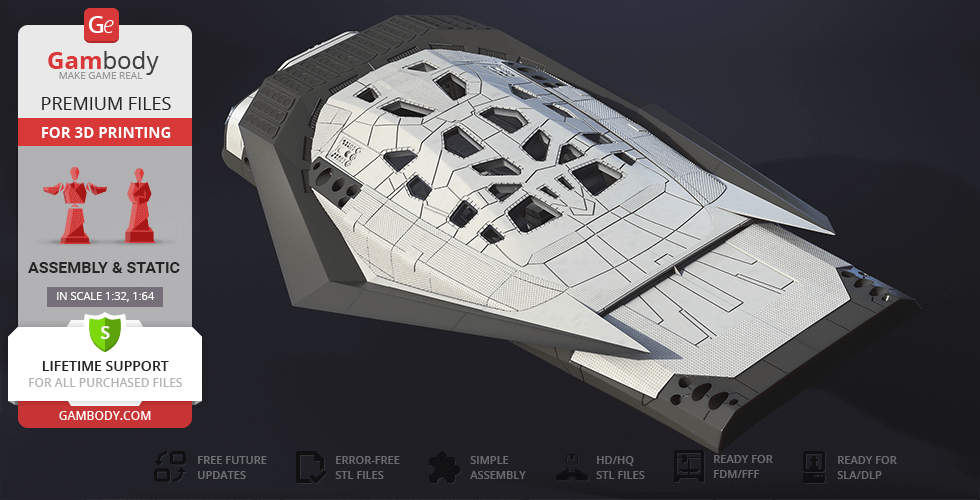
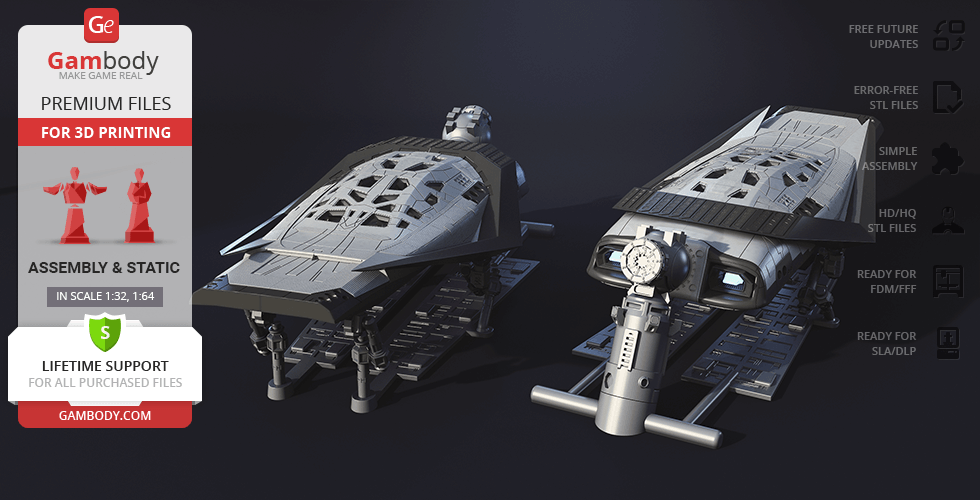
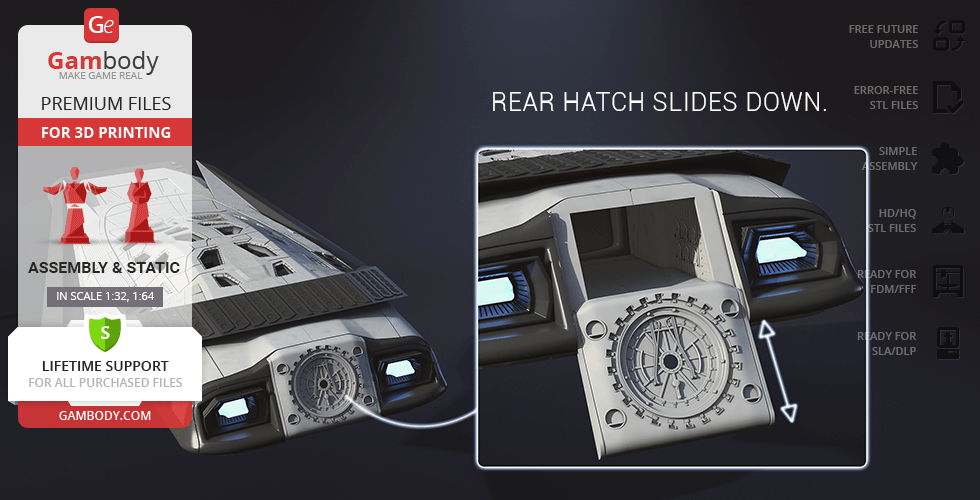
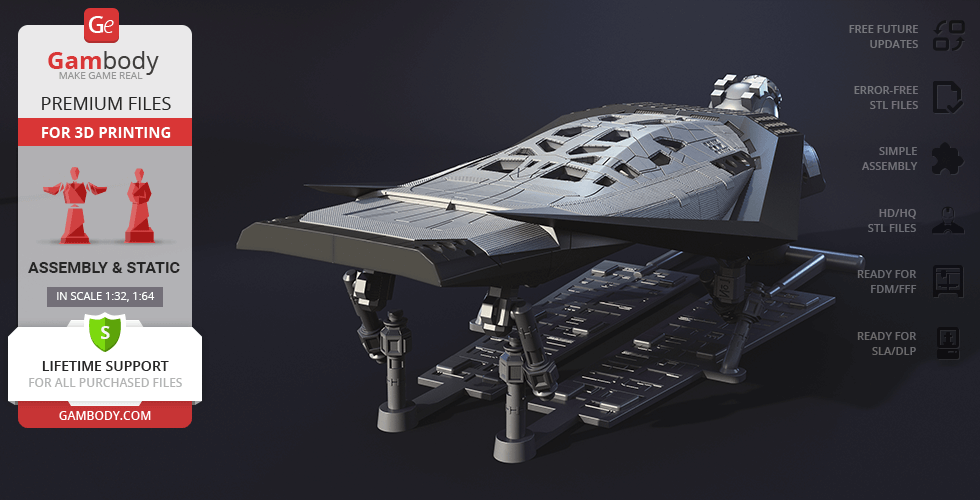
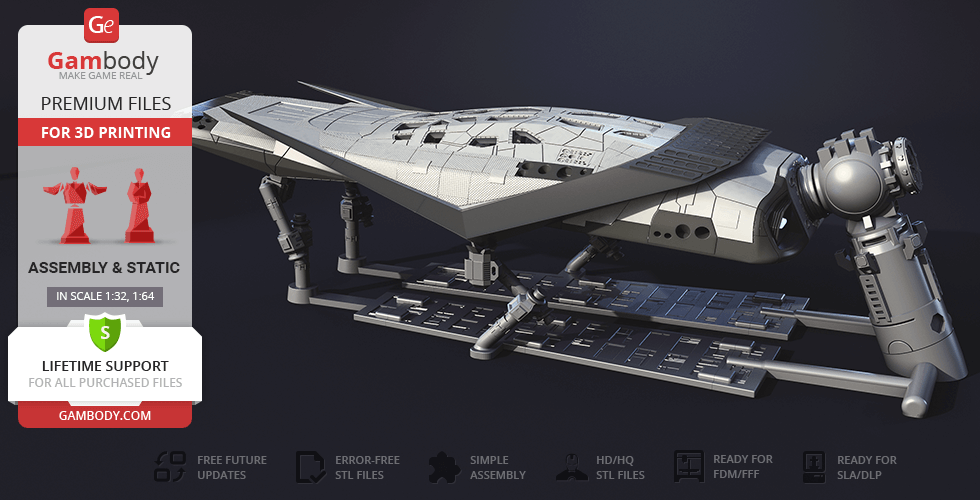
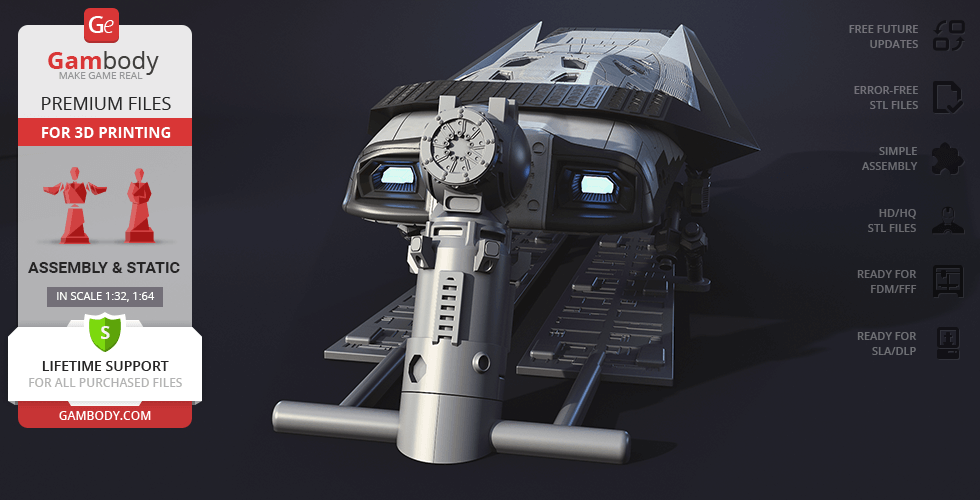
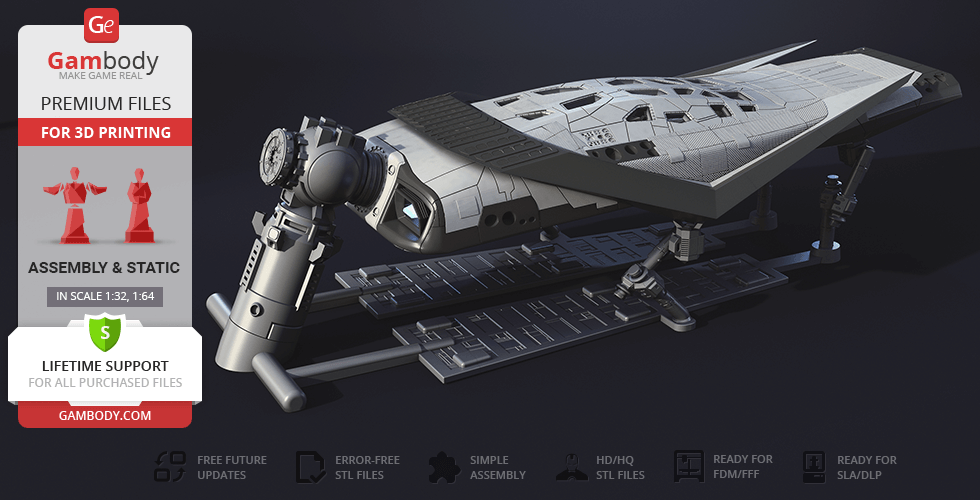
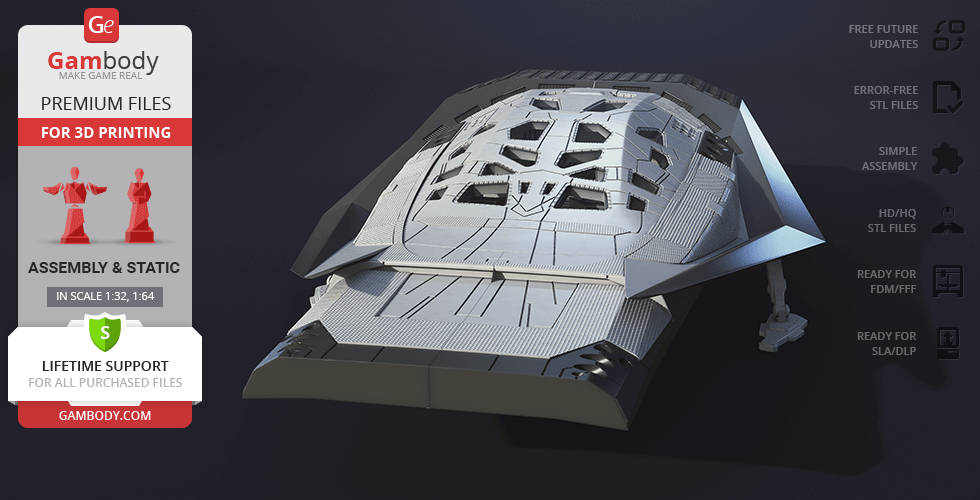
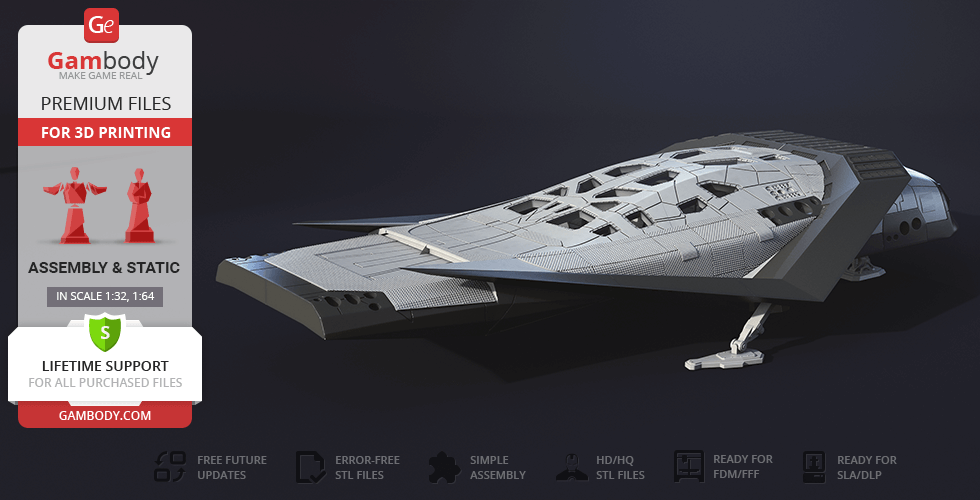
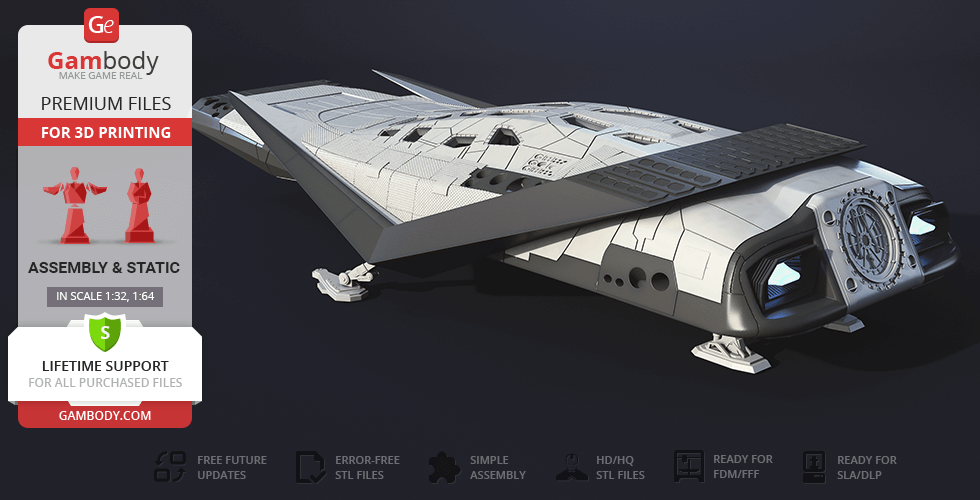
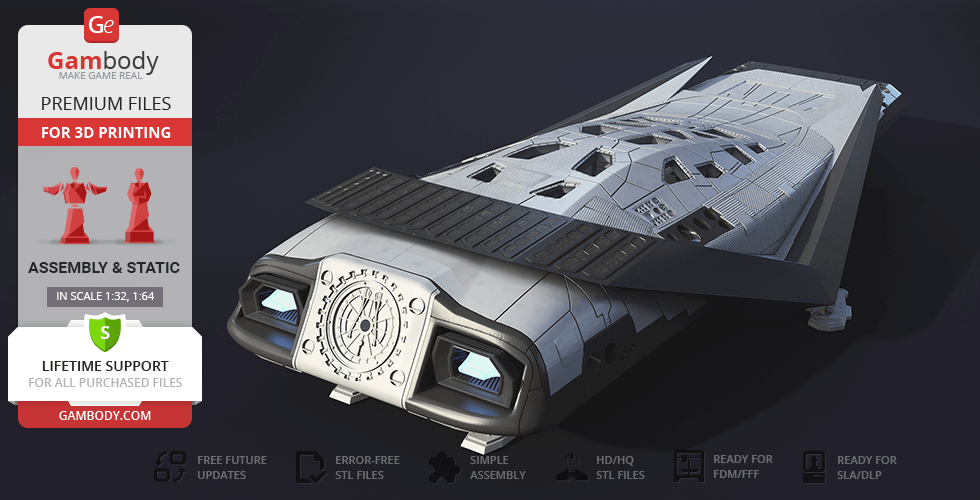
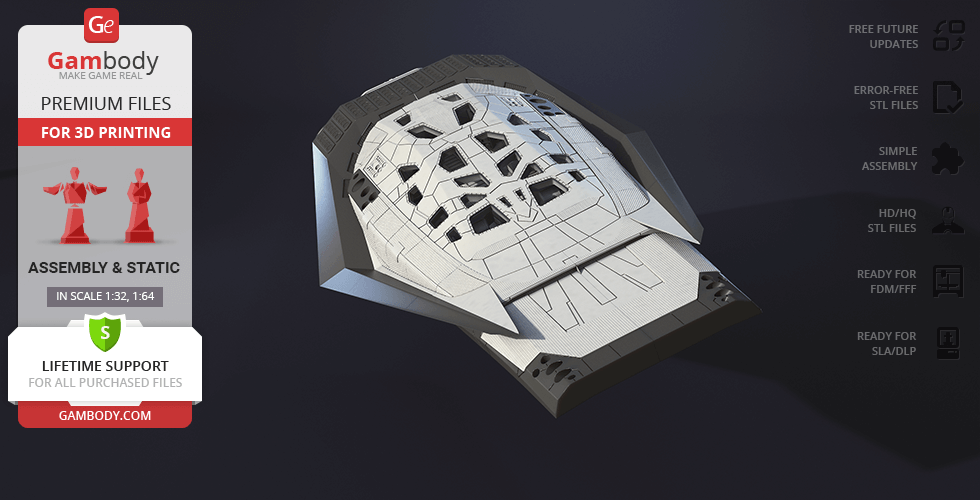
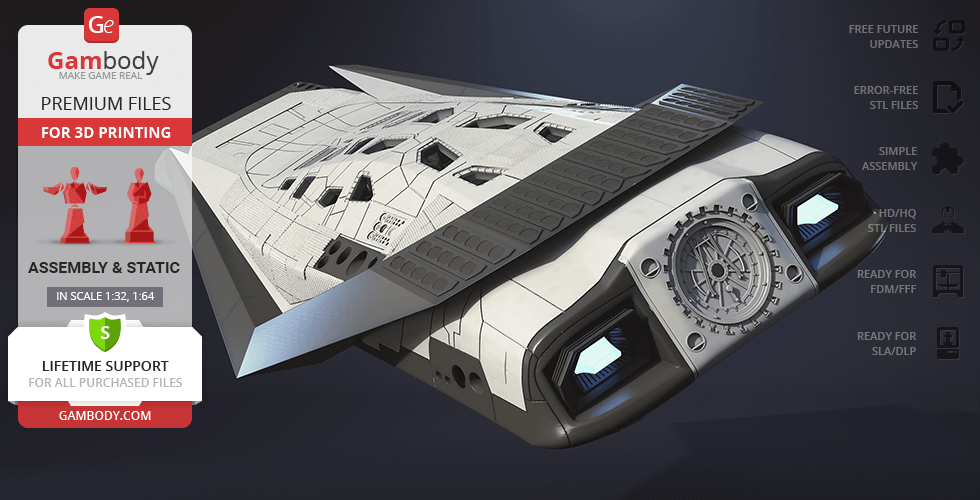
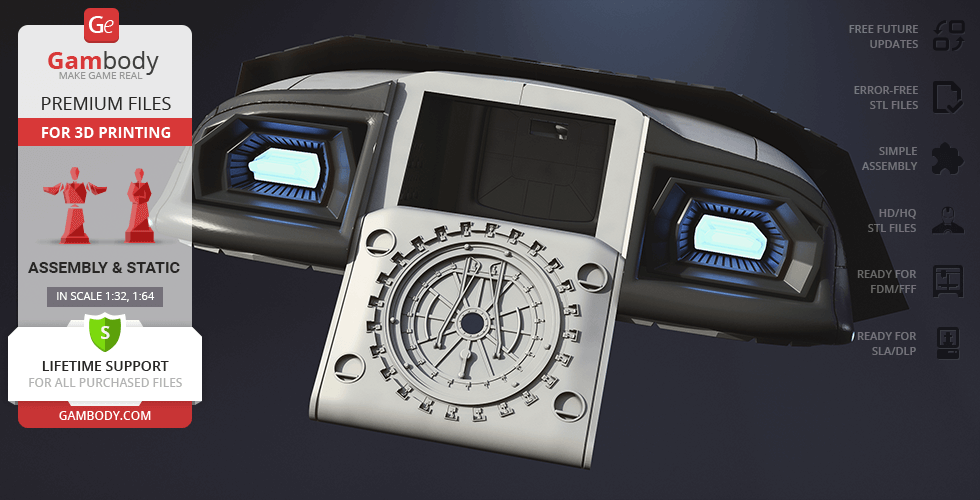
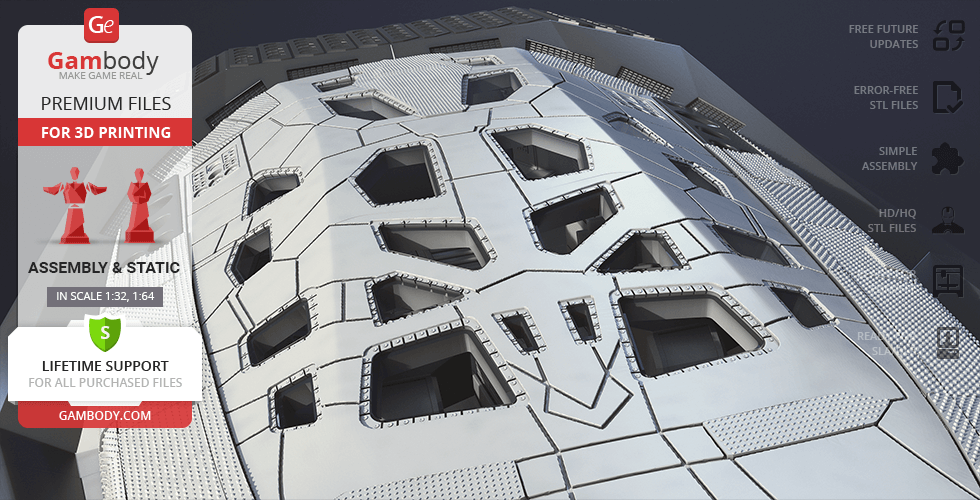
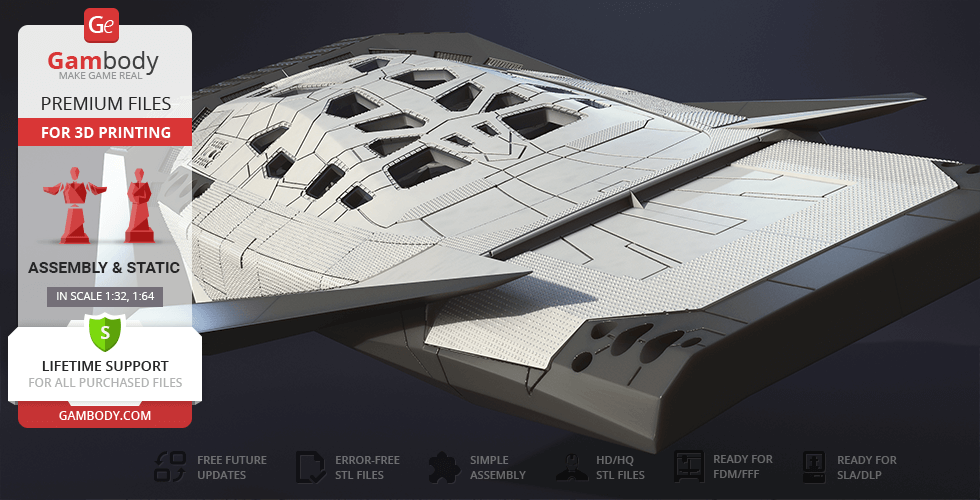
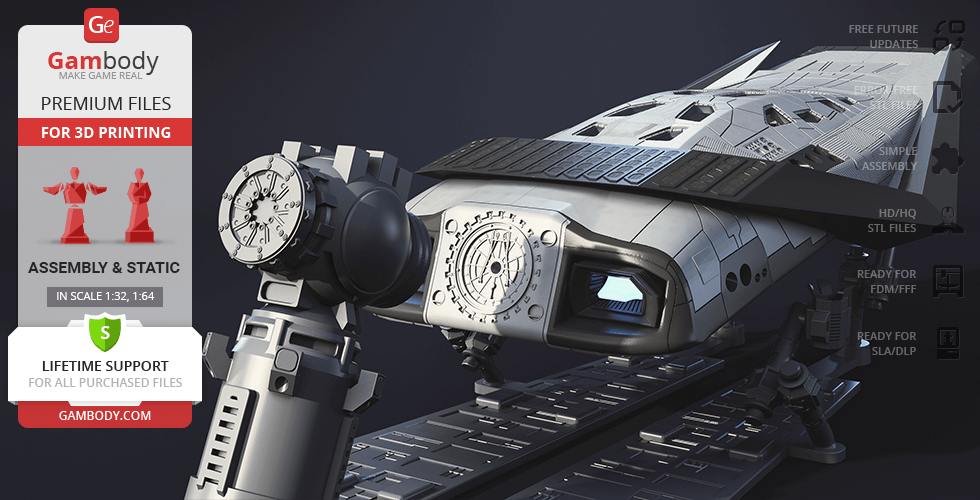
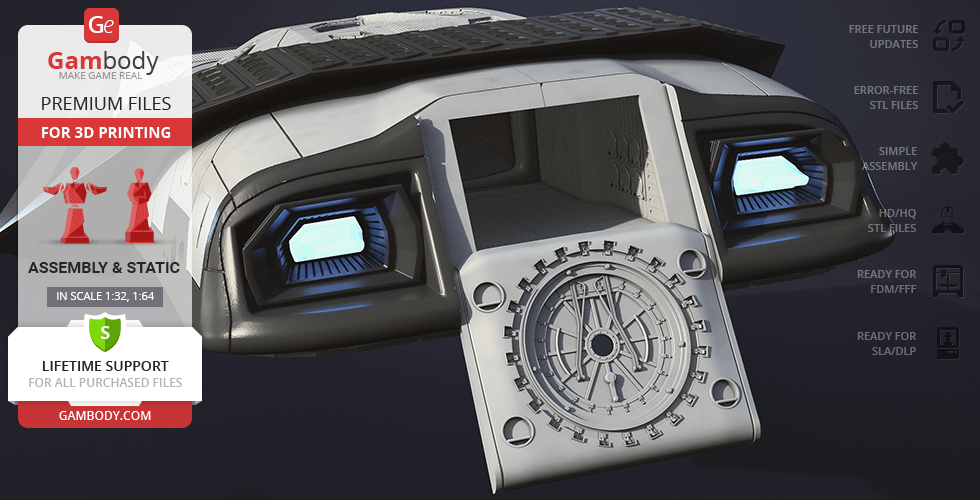
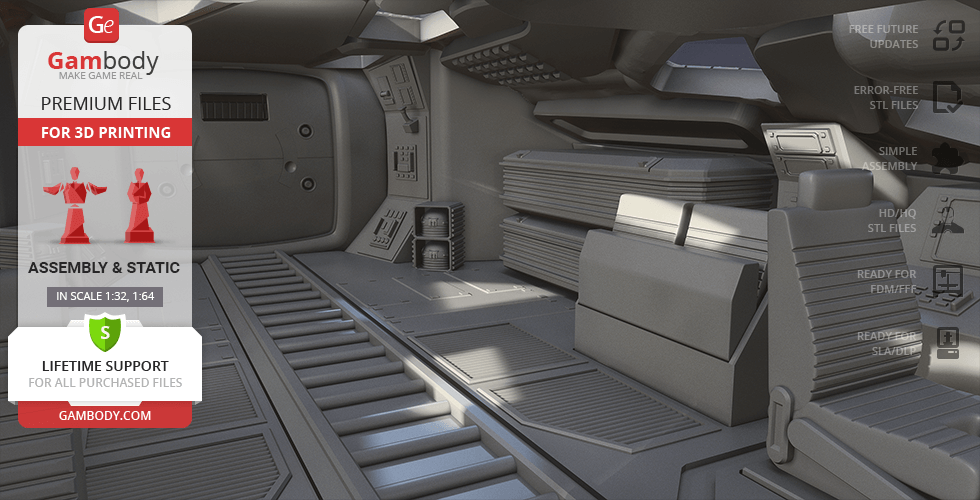
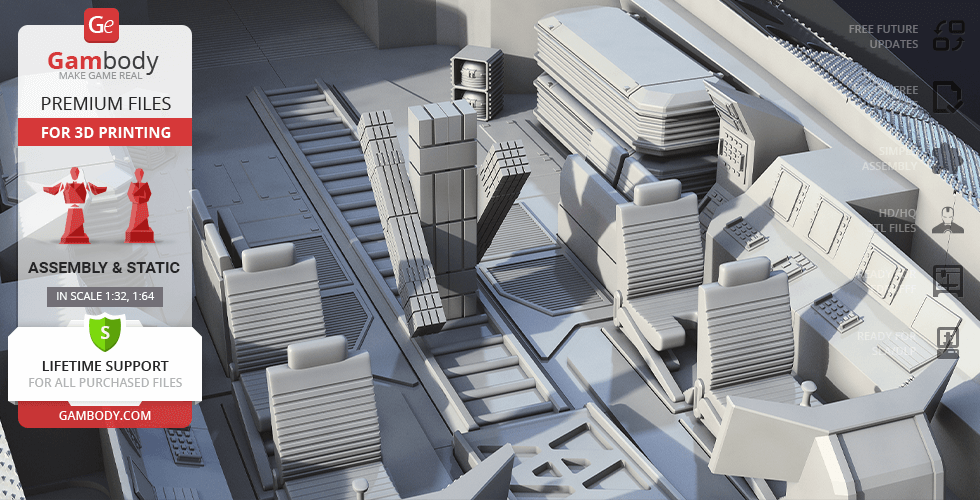
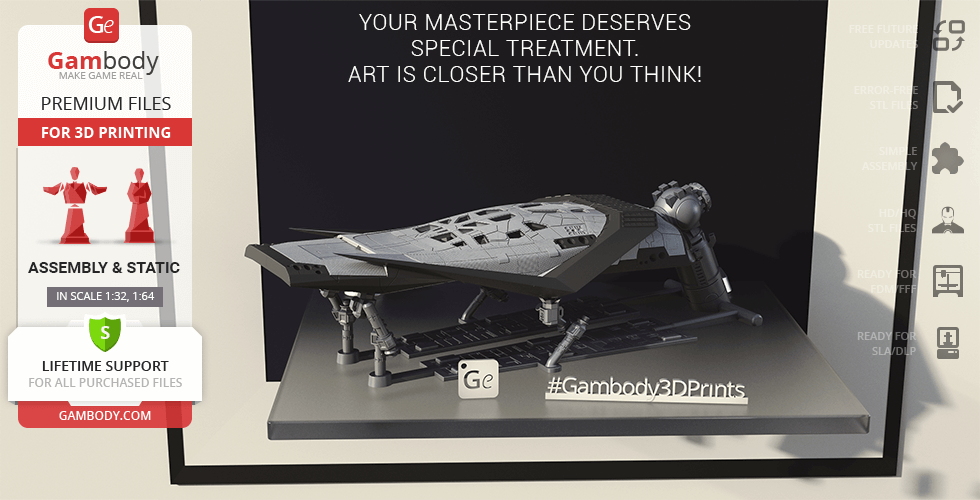
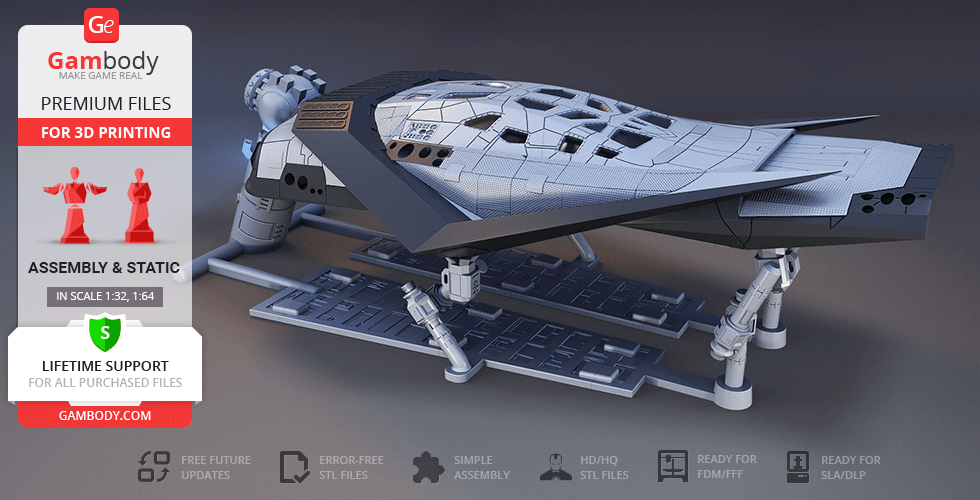
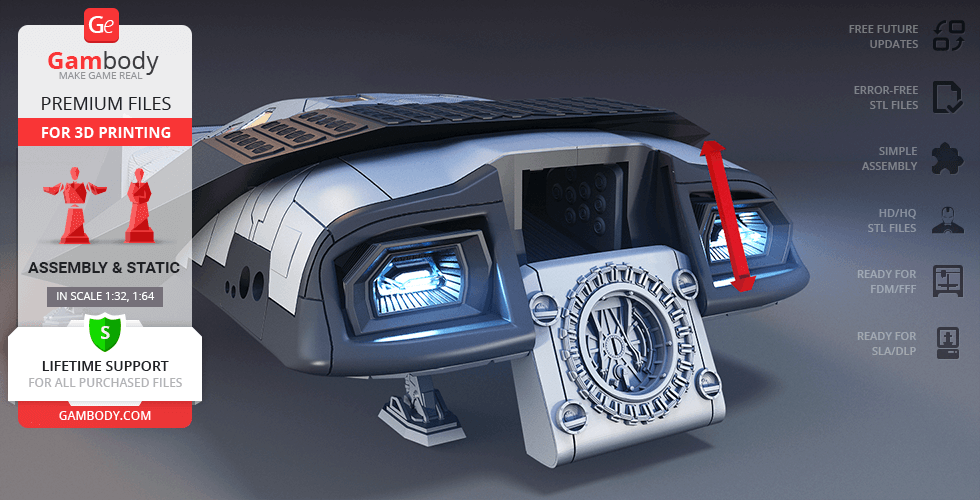
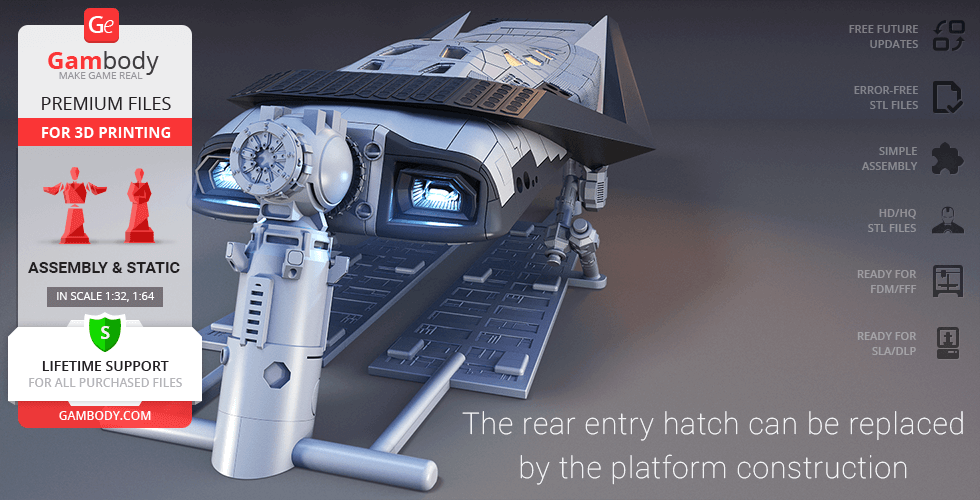
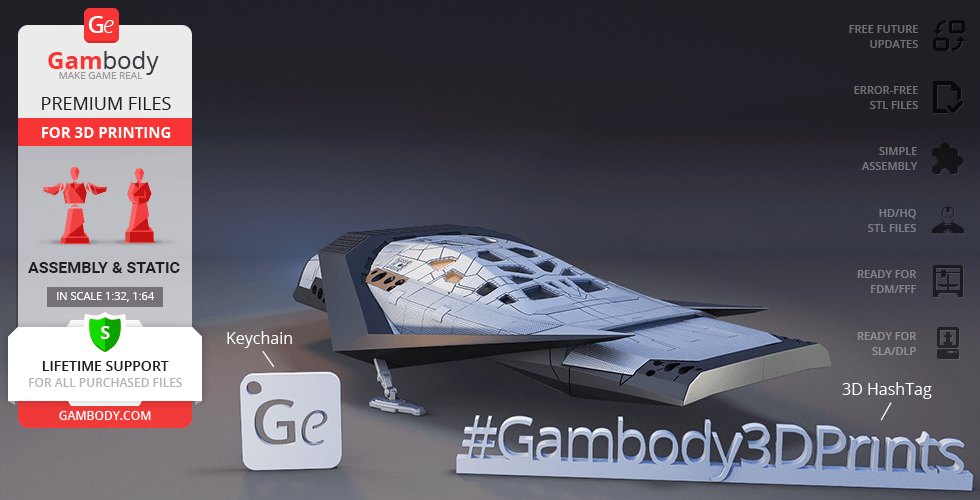
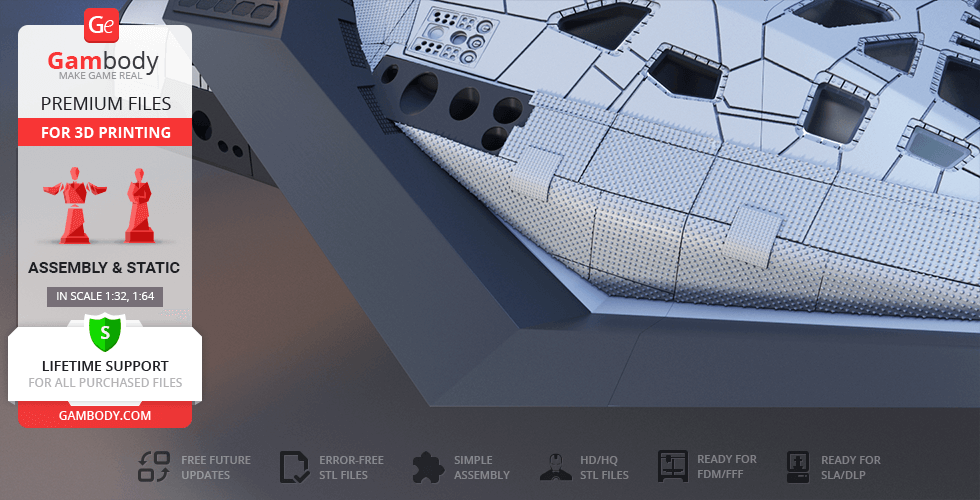
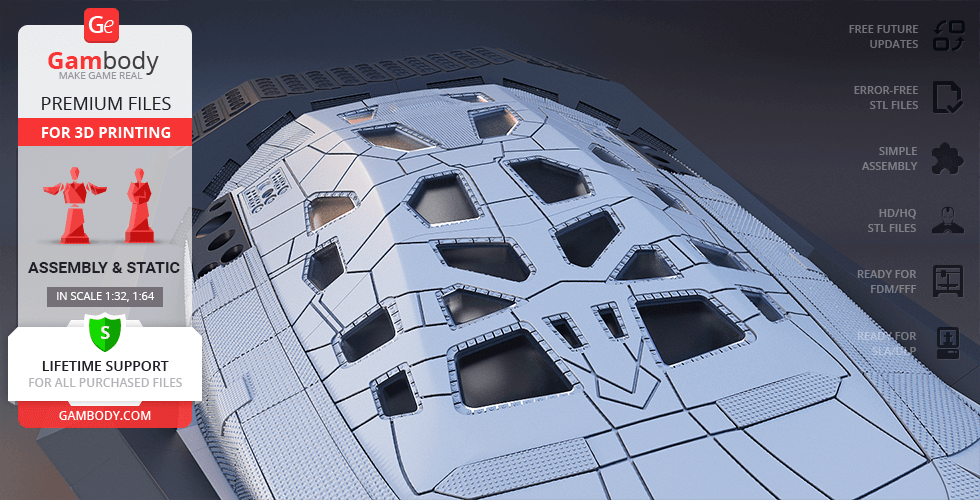
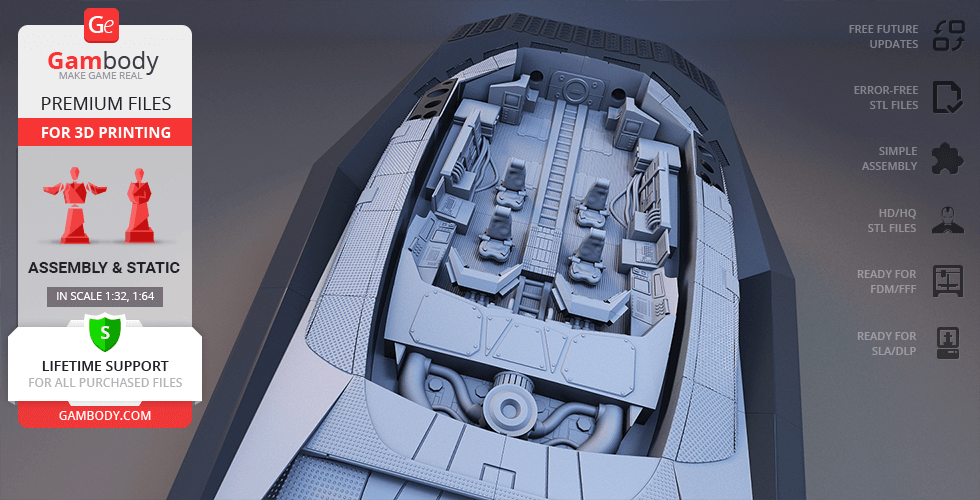
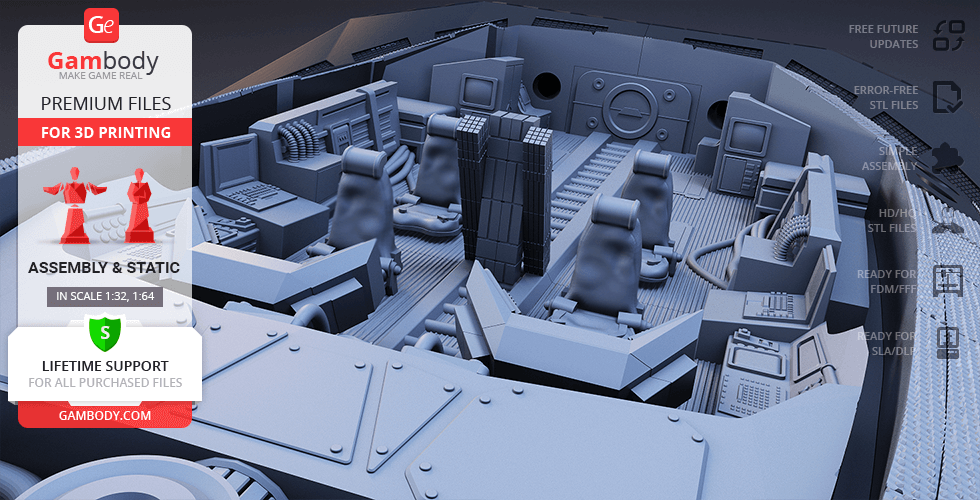
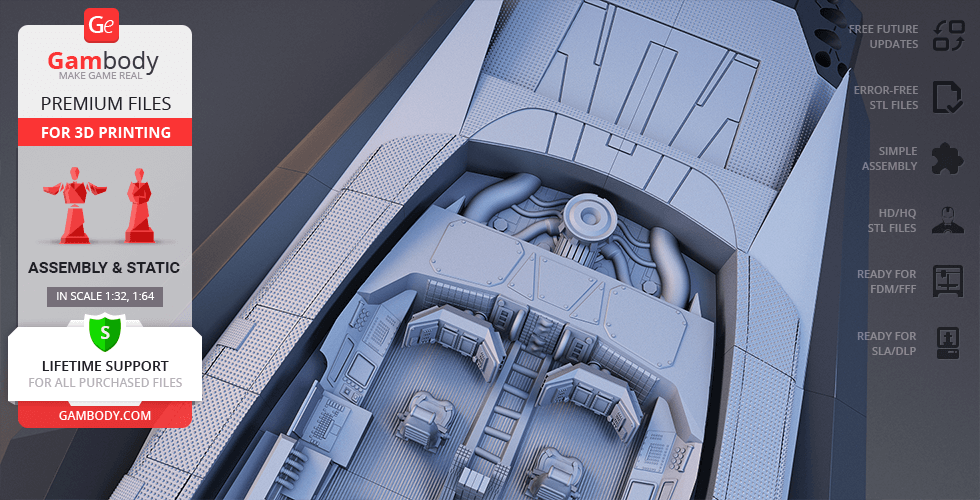
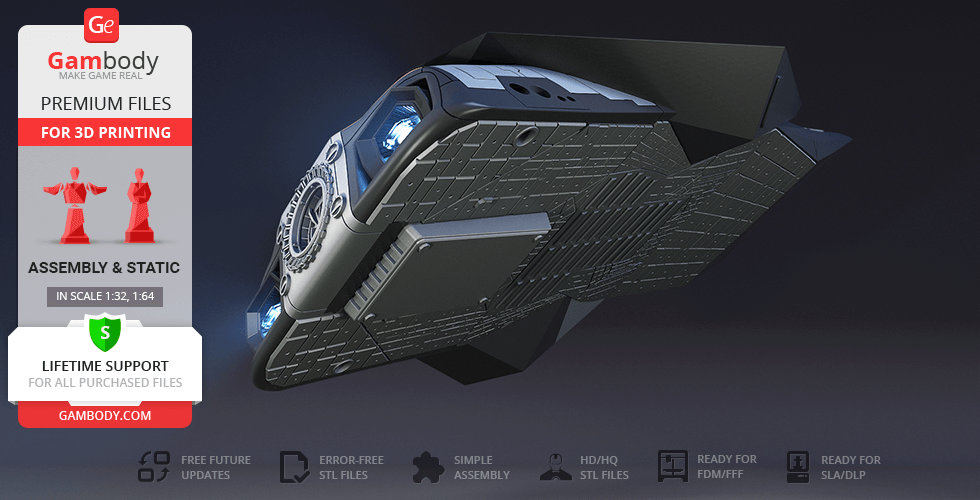
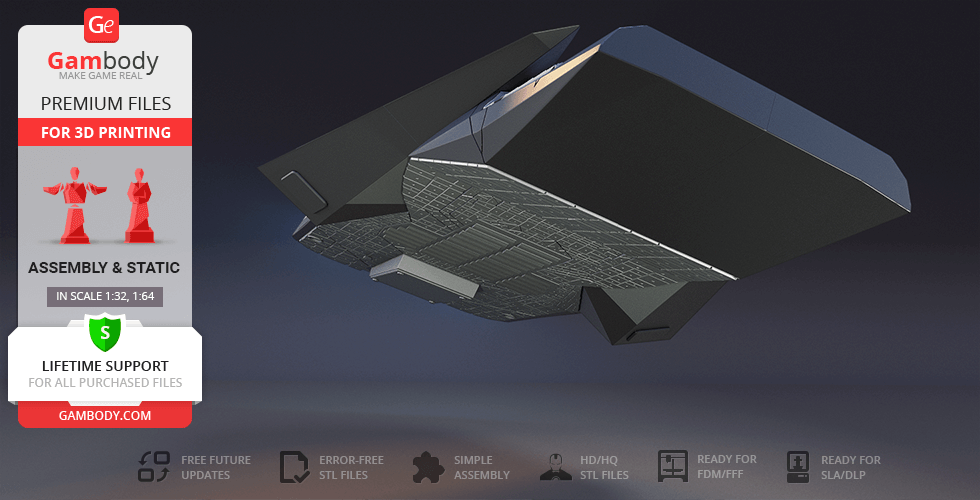
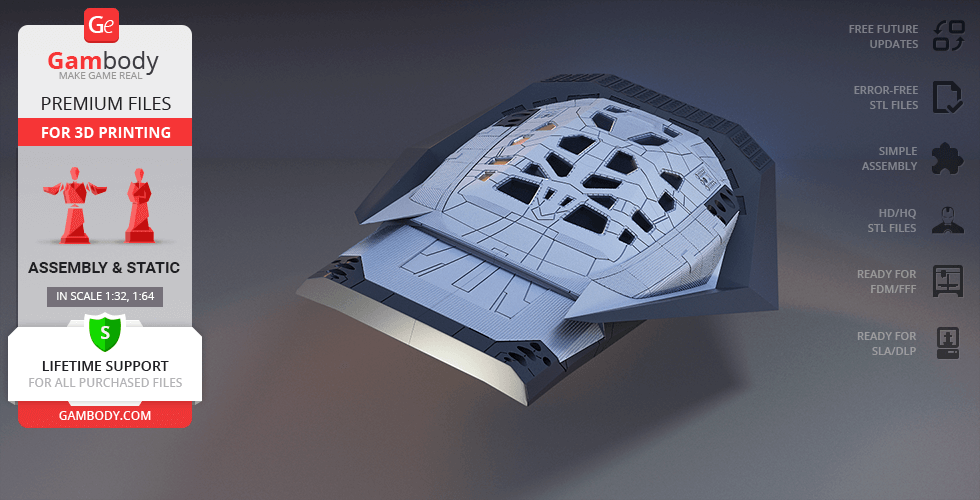
Sometimes the destiny of the whole human race can depend on a small group of astronauts roaming the endless void of space, looking for a new place we all can call home. The captivating plot of Interstellar (2014) along with breathtaking special effects leaves you in deep awe, wondering about the future of Earth and things that are beyond us. Inspired by the visually challenging storytelling and intricate technology design, our contributing 3D artist decided to recreate one of the major spacecraft used in the movie’s space exploration mission - SSTO called Ranger. The Ranger for 3D printing looks just as sleek and futuristic as its movie counterpart. The artist adorned the lifting body with the distinctive patterns across its upper and lower fuselage. The iconic canted wings contribute to additional lift and stability. Peek through the window frames or open the rear panel to take a look at the highly-detailed interior of the cockpit.
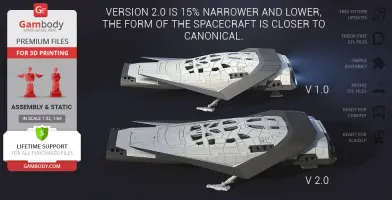
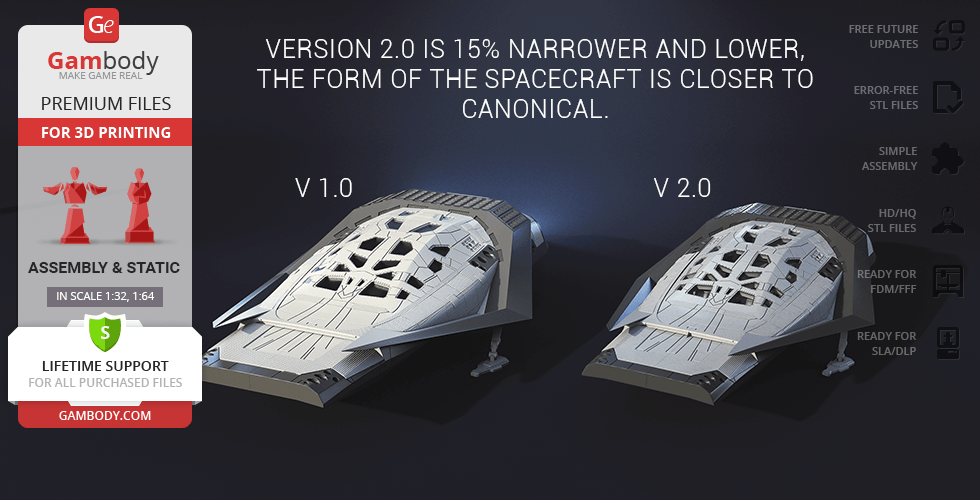
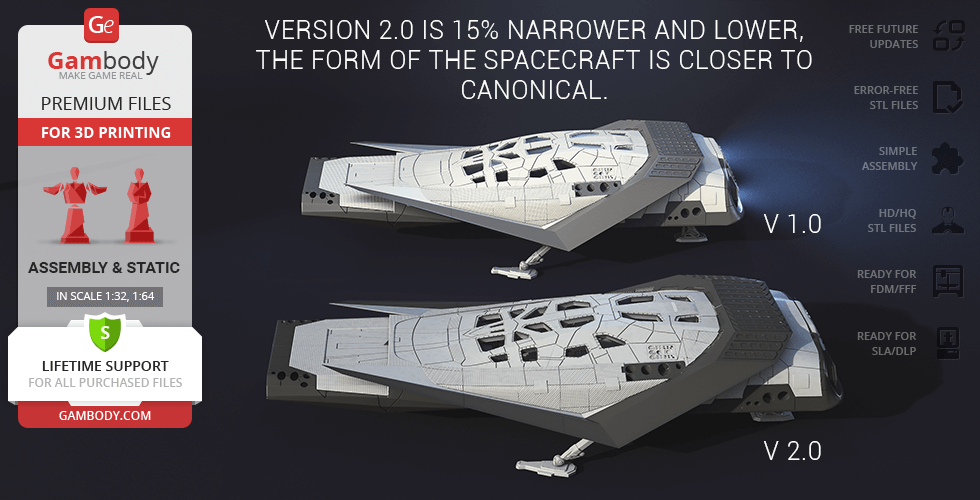
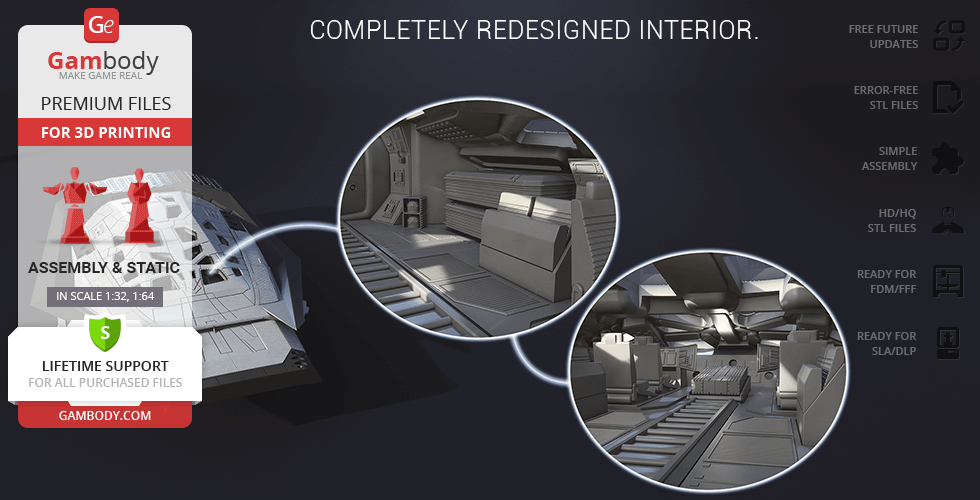
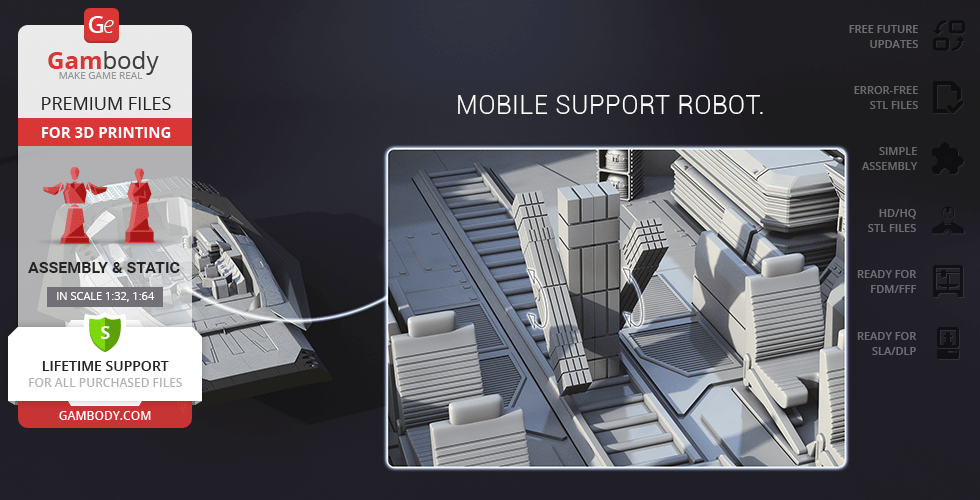
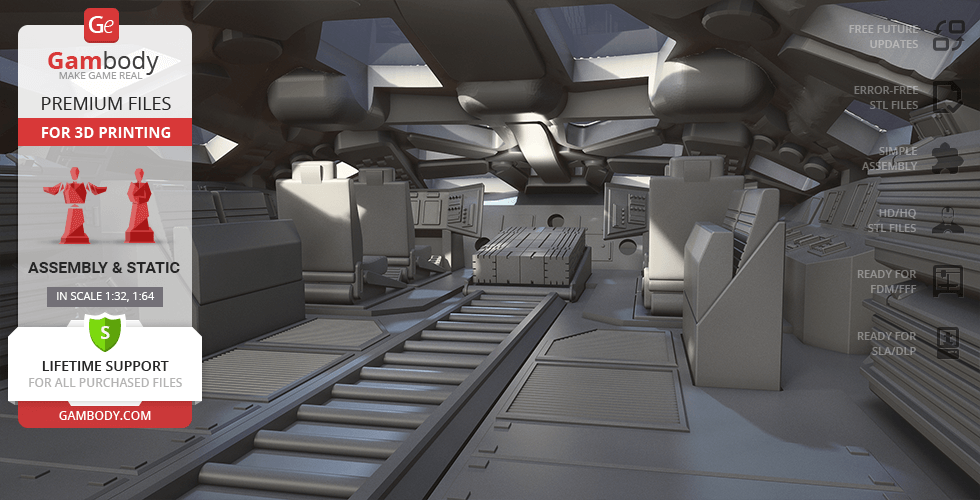
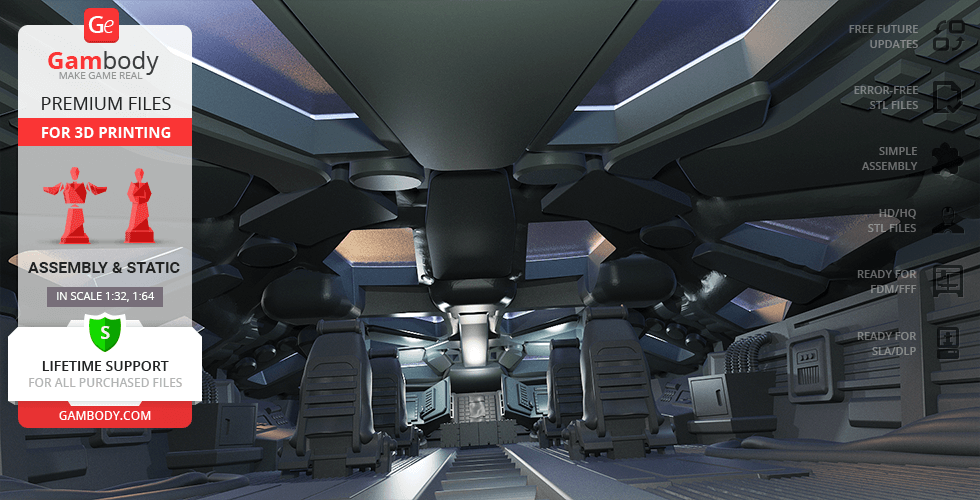
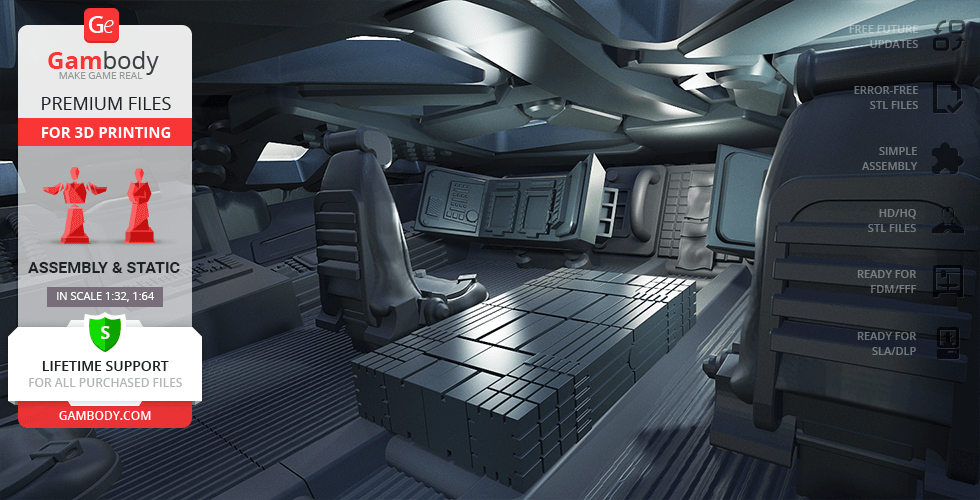
The new, updated version of Interstellar Ranger will definitely get your praise! The version 2.0 of the spacecraft is 15% narrower and lower, its form is closer to canonical. The better, high-poly design of Interstellar Ranger ensures very detailed, intricate printing results. The hollowed parts of the model give the option to illuminate the Ranger using LED lights. Another impressive feature is a completely redesigned interior with a mobile support robot. Be the first to enjoy the Interstellar Ranger at a completely higher level!
ADAPTATION FOR 3D PRINTING
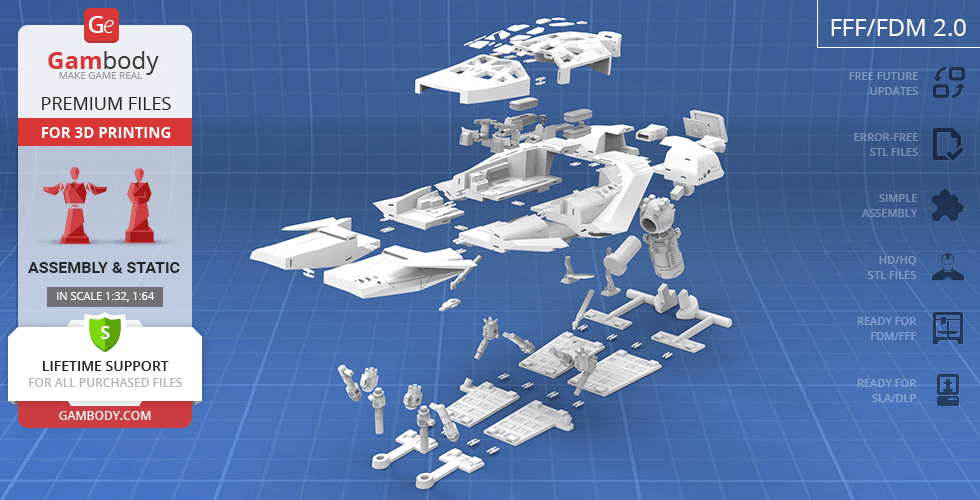
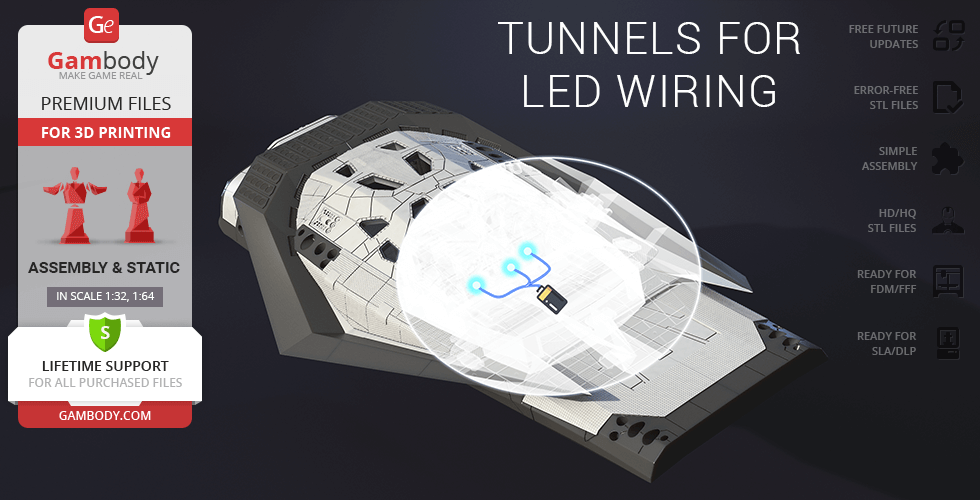
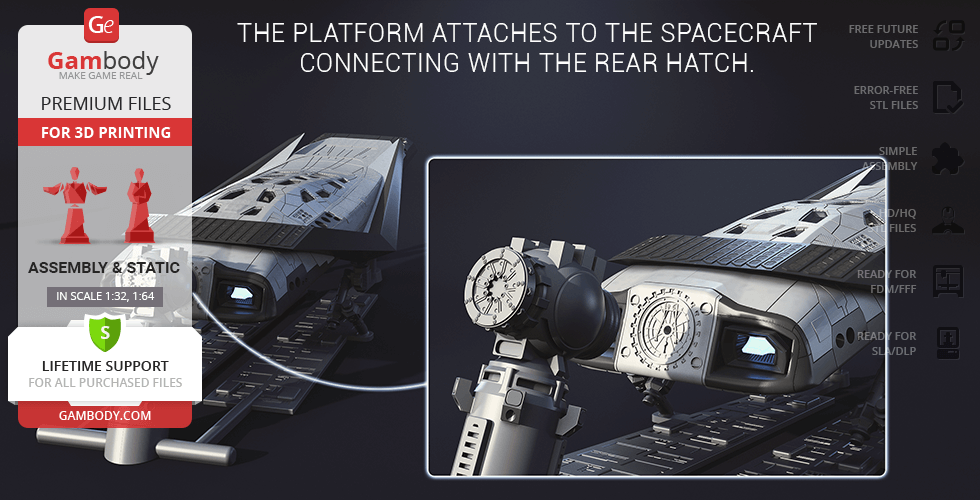
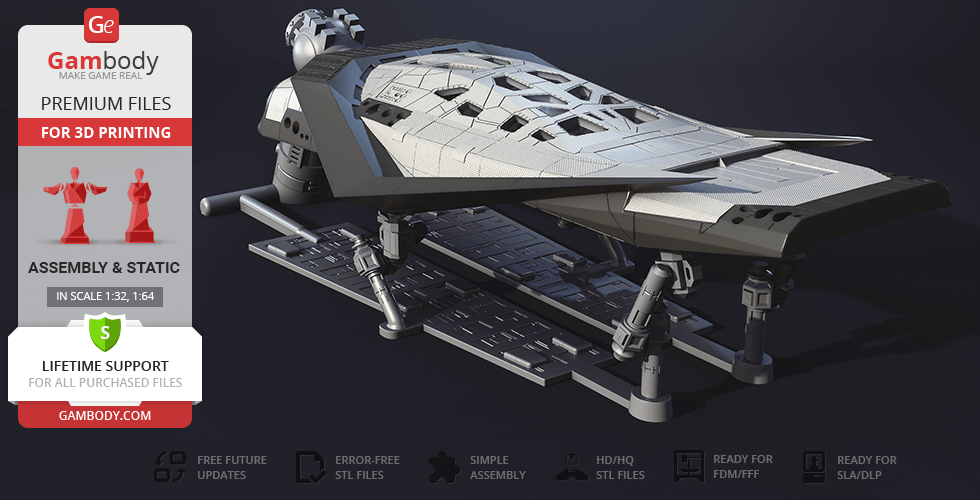
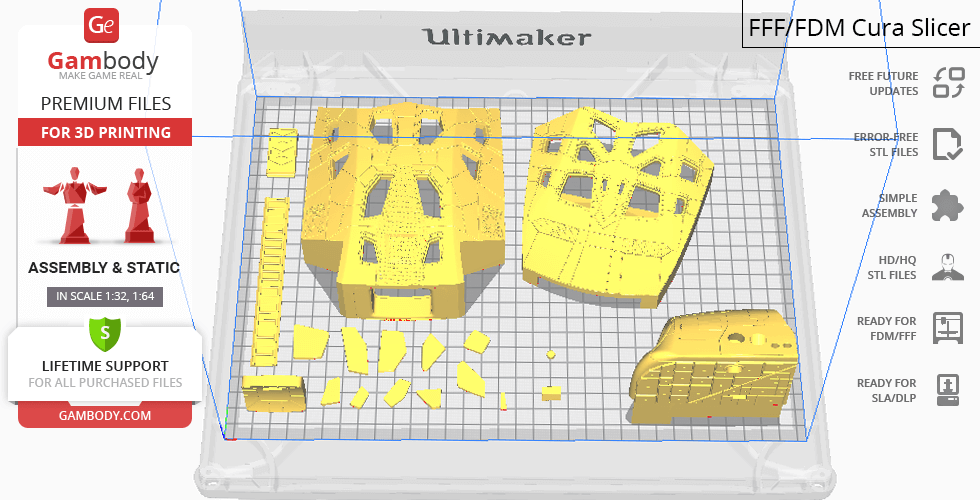
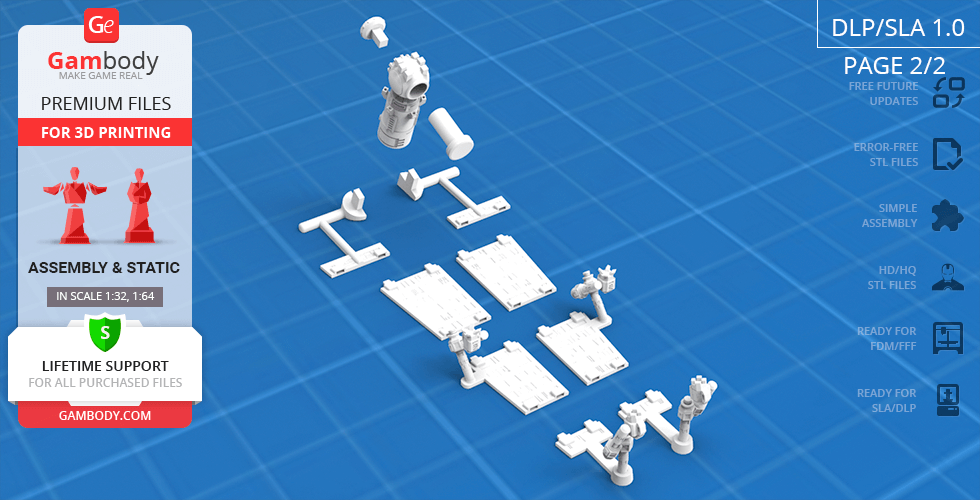
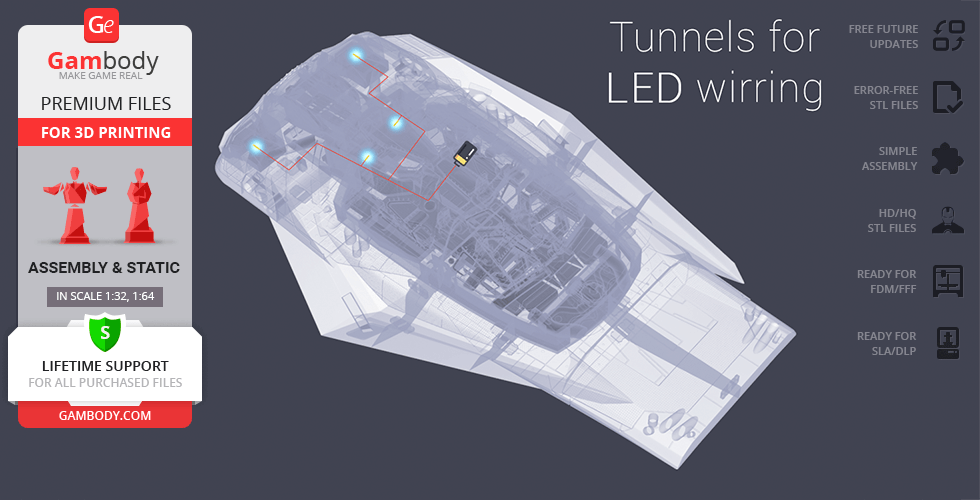
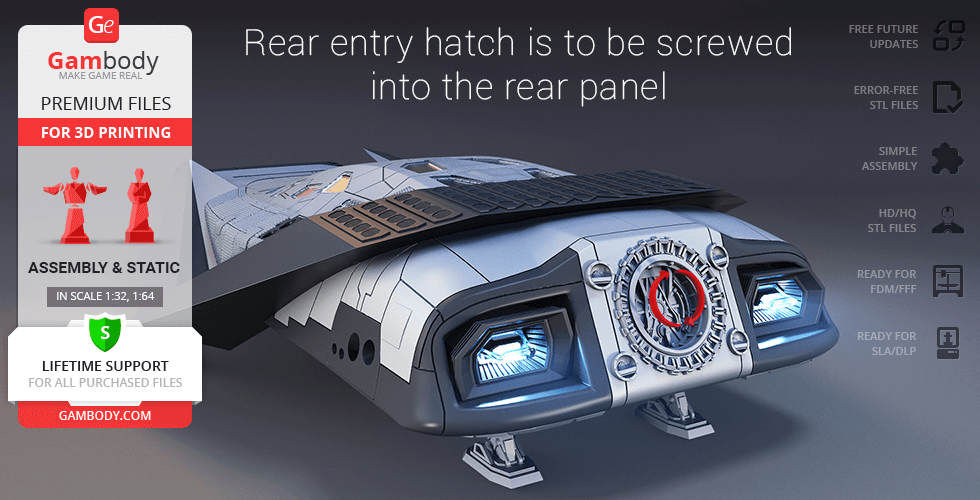
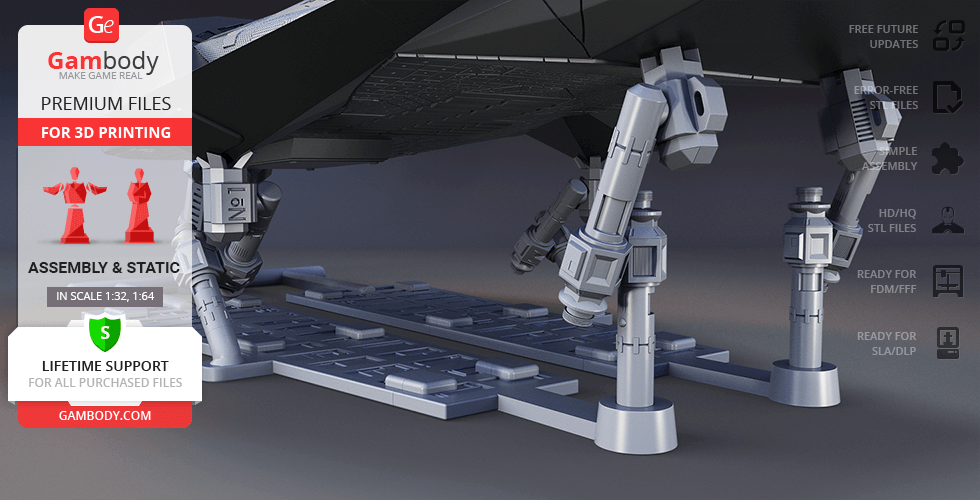
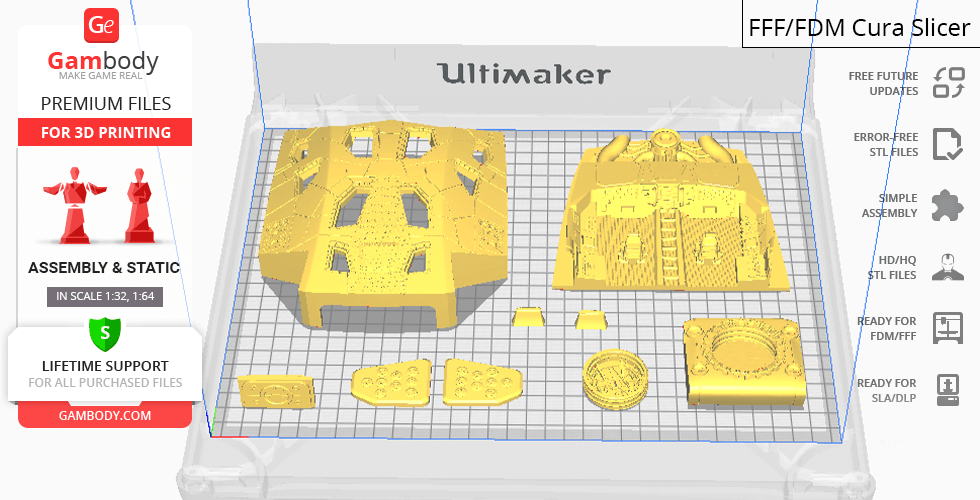
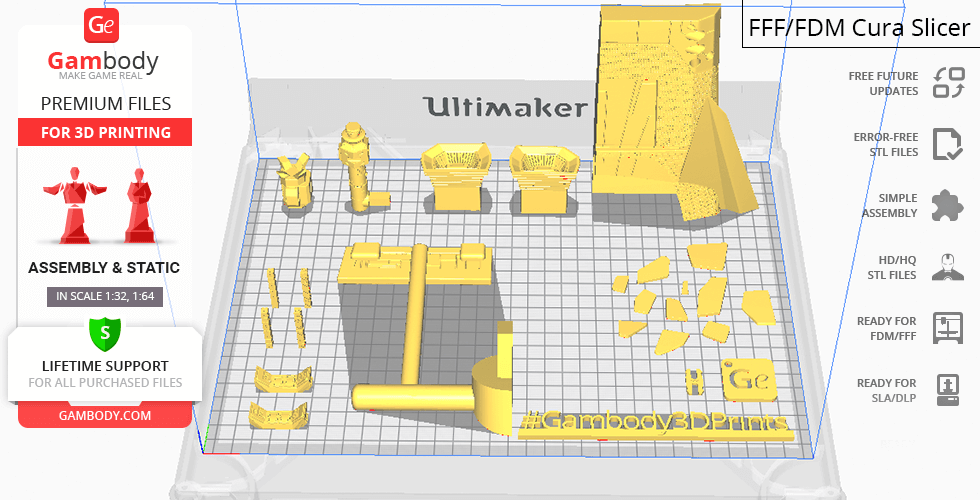
Interstellar Ranger for 3D printing is a static assembly model and its moderation and adaptation for different types of 3D printers took Gambody team 48 hours in total. For you to receive the cleanest 3D printing result possible and to minimize the amount of filament needed for generated support the spacecraft model was divided into many assembly parts, e.g. its thruster nozzles, entry hatch, interior compartments, landing feet, support robot, rear venting panel, etc. are provided as separate STL files. The windows on the upper fuselage are also provided as separate files for you to print them using transparent filament or access the highly detailed interior of the cockpit. There can also be found special tunnels throughout the hollow body of the Ranger that were designed by our team for you to easily introduce LED wiring for illumination of the cockpit and twin plasma engines. For you to display the Ranger model among your Space Ships collection there is a platform provided, though its usage is optional - you can also assemble the spacecraft with landing gear that can optionally be concealed with caps. All assembly parts are provided in STL files in recommended positions that were worked out in order to ensure the smoothness of the details’ surfaces after printing and that the 3D printing beginners won't face difficulties when placing the parts on a build plate. When downloading any model's file you will also receive "Assembly Manual" for FFF/FDM 2.0 and DLP/SLA/SLS 2.0 versions in PDF format. We highly recommend that you get acquainted with the “Assembly Video” and "Assembly Manual" before getting down to the Ranger model.
The model is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.
The model's scale was calculated from the actual length of the Interstellar Ranger that is 14 000 mm. The 3D printing model's chosen scale is 1/32 for the FFF/FDM version and 1/64 for DLP/SLA/SLS version.
VERSIONS’ SPECIFICATIONS
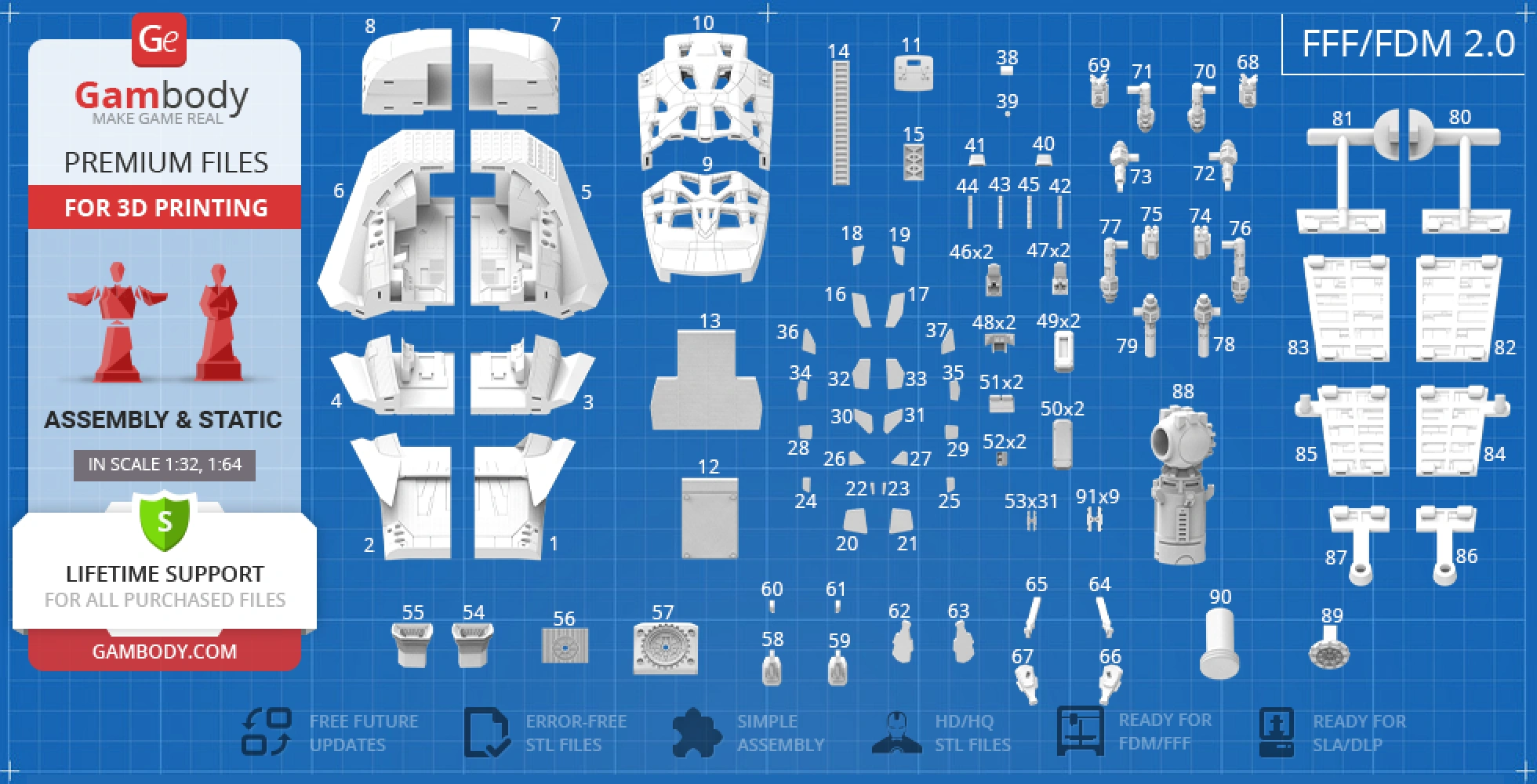
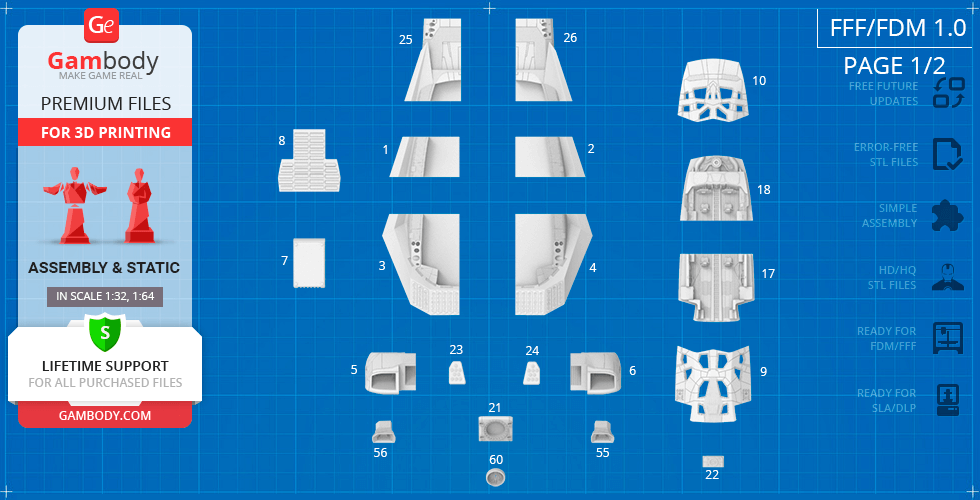
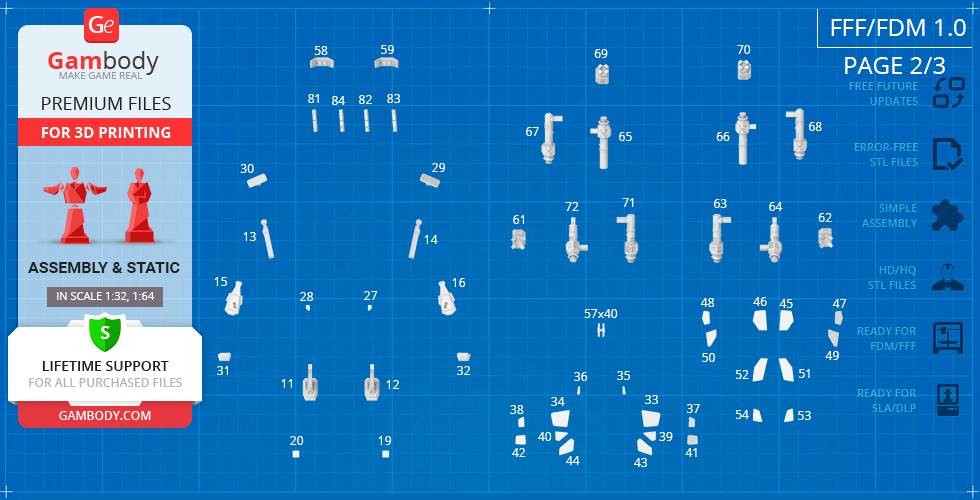
FFF/FDM 2.0 version features:
- Contains 91 parts;
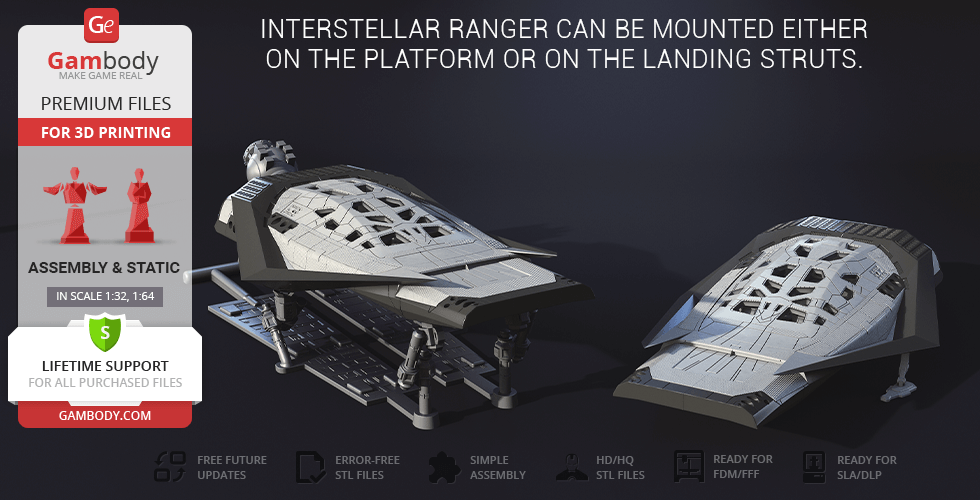
- Interstellar Ranger can be mounted either on the platform or on the landing struts;
- A printed ship on the platform is 149 mm tall, 244 mm wide, 552 mm deep;
- A printed ship on the landing struts is 92 mm tall, 244 mm wide, 454 mm deep;
- Windows on the upper fuselage and the glass parts on the thrusters are provided separately to be printed with the transparent filament;
- Completely redesigned interior;
- The model features the highly-detailed cockpit with crew seats and detailed aft compartment that can be accessed via opening entry hatch;
- Tunnels throughout the Ranger's body are provided for LED wiring to light up the cockpit and thrusters;
- Assembly kit includes lock 53_lock_x32_fdm to attach the model's parts securely without glue that needs to be printed 32times and the lock 91_lock_m2_x8_fdm that needs to be printed 8 times.
- All parts are divided in such a way that you will print them with the smallest number of support structures.
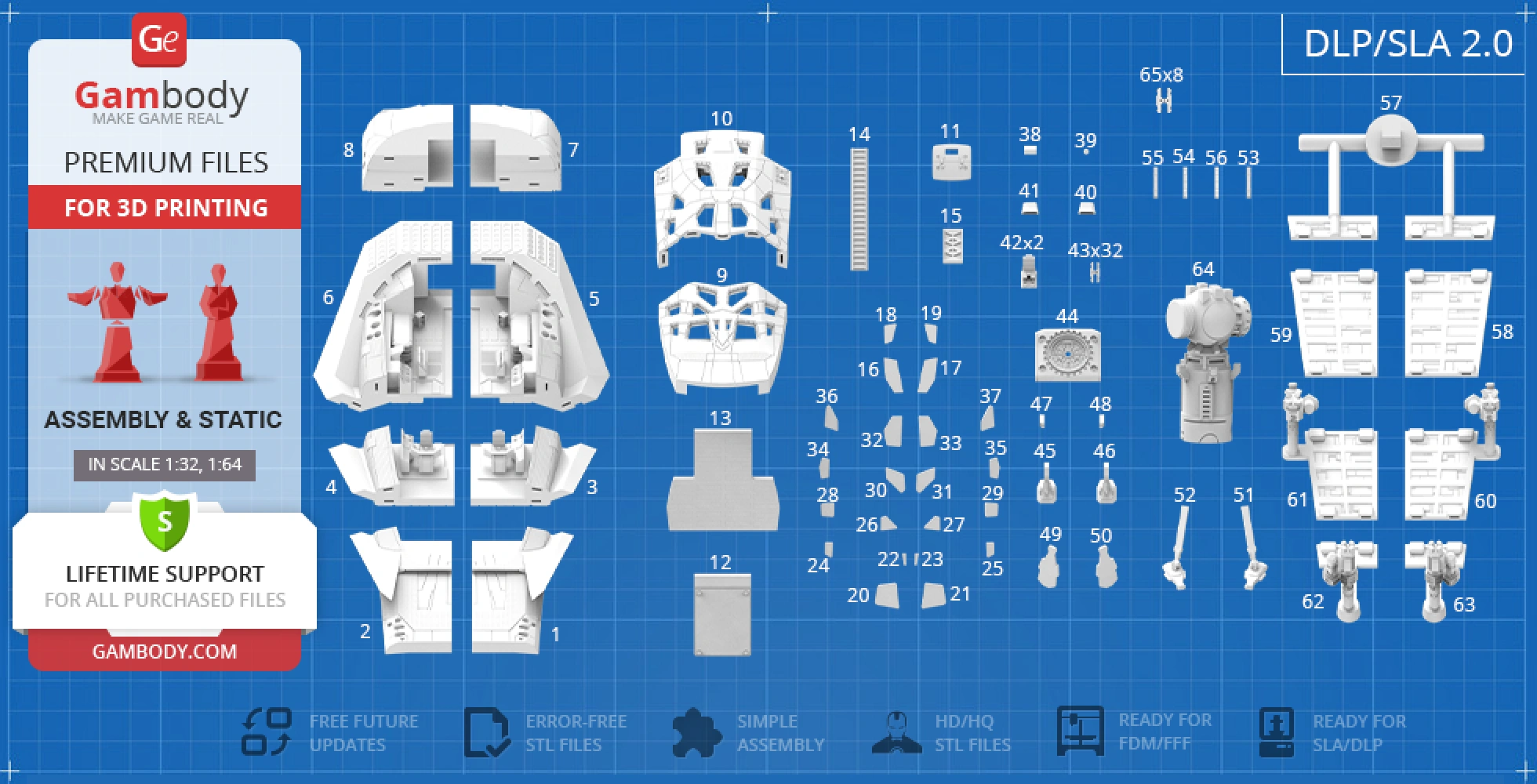
DLP/SLA/SLS 2.0 version features:
- Contains 65 parts;
- Interstellar Ranger can be mounted either on the platform or on the landing struts;
- A printed ship on the platform is 75 mm tall, 122 wide, 276 mm deep;
- A printed ship on the landing struts is 46 mm tall, 122 wide, 227 mm deep;
- Completely redesigned interior;
- The model features the highly-detailed cockpit with crew seats and detailed aft compartment that can be accessed via opening entry hatch;
- Tunnels throughout the Ranger's body are provided for LED wiring to light up the cockpit and thrusters;
- Assembly kit includes lock 43_lock_x32_sla to attach the model's parts securely without glue that needs to be printed 32times and the lock 65_lock_m2_x8_sla that needs to be printed 8 times.
- All parts are divided in such a way to fit the build plates and to ensure that support structures are generated where needed.
FFF/FDM 1.0 version features:
- Contains 87 parts;
- A printed ship is 170 mm tall, 284 mm wide, 549 mm deep;
- Assembly kit includes lock 57_Ge_lock_x40 to attach the model's parts securely without glue that needs to be printed 40 times;
- Windows on the upper fuselage and the glass parts on the thrusters are provided separately to be printed with the transparent filament;
- The model features the highly-detailed cockpit with crew seats and detailed aft compartment that can be accessed via opening entry hatch;
- The model can be optionally displayed with landing gear or mounted on a platform with the landing gear slots concealed with special caps;
- Tunnels throughout the Ranger's body are provided for LED wiring to light up the cockpit and thrusters;
- The assembly of the articulated segments of robot TARS requires additional “pins”. These pins do not come in STL files but can be made out of short pieces of regular 1.75 PLA;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
DLP/SLA/SLS 1.0 version features:
- Contains 39 parts;
- A printed model is 85 mm tall, 142 mm wide, 275 mm deep;
- The model features the highly-detailed cockpit with crew seats and detailed aft compartment that can be accessed via opening entry hatch;
- The model can be optionally displayed with landing gear or mounted on a platform with the landing gear slots concealed with special caps;
- Tunnels throughout the Ranger's body are provided for LED wiring to light up the cockpit and thrusters;
- All parts are divided in such a way to fit the build plates and to ensure that support structures are generated where needed.
You can get the model of Interstellar Ranger for 3D Printing immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble Interstellar Ranger 3D Printing Model at Gambody YouTube channel.
Also, you may like otherSpaceships3D Printing Models.
_______
FAQ:
Average customer rating (13 reviews)
4.2
Ratings breakdown
Click a star rating to filter reviews
Overall experience
Level of detail in the model
4.2
Model cut quality and assembly guide
4.2
Clarity and accuracy of the model page
4.2
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
2
Model cut quality and assembly guide
2
Clarity and accuracy of the model page
2
Level of detail in the model
1
Model cut quality and assembly guide
1
Clarity and accuracy of the model page
1
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
2
Model cut quality and assembly guide
2
Clarity and accuracy of the model page
2
To avoid printing issues and achieve the best quality, we highly recommend applying the following settings:
Generic
Below you can find printing recommendations for Cura, Bambu Lab, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
Bambu Lab printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETGfilaments.
To avoid printing problems, we recommend the following settings:download
Cura printing recommendations:
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings:download
Simplify3D printing recommendations:
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings:download
Slic3r printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings:download
PrusaSlicer printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings:download