

















Files
3D model format
Stereolithography (.stl)
Total files
Slicer settings
not available
Mesh error check
not specified
Support
Lifetime support from Gambody team
Update requests
not specified
Model versions
FFF/FDM
Assembly method
not specified
Features
SLS
Assembly method
not specified
Features
Additional details
Part of diorama
No
Special pack included
No
You will get instant access to the STL files of Megathron 3D Printing Model | Assembly after completing your purchase. Simply add the model to your cart and check out using PayPal, credit or debit card, Apple Pay, Google Pay, Alipay, or other available payment methods.
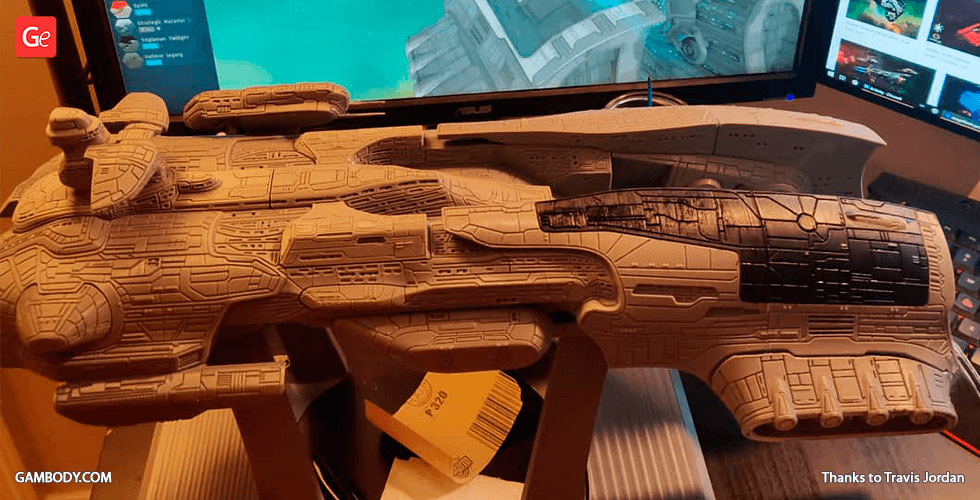
Watch the assembly video for Megathron 3D Printing Model | Assembly, and explore more tutorials, behind-the-scenes content, 3D printing timelapses, and painting guides on the official Gambody YouTube channel.
This 3D Model consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
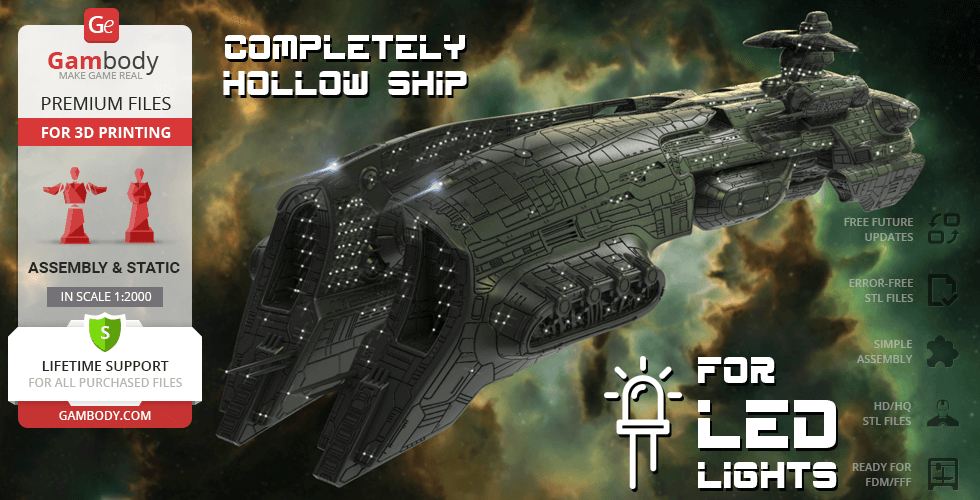
Megathron 3D Printing Model comes in 2 versions for each 3D printer type (FFF/FDM and SLS). Files for each version are available for download after the purchase.
Detailed information about this model is available in the DESCRIPTION section.
Before printing, take a look at Printing Details for recommended settings and tips to achieve better results.
HISTORY OF MEGATHRON
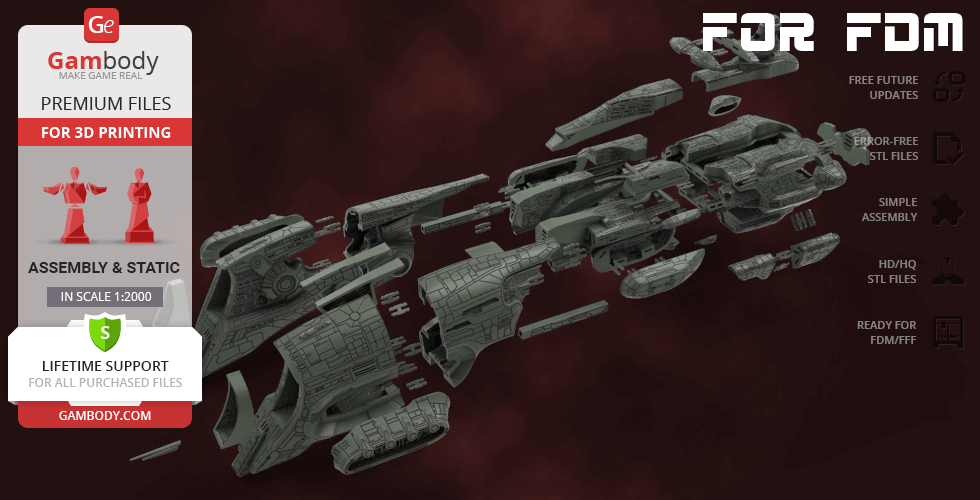
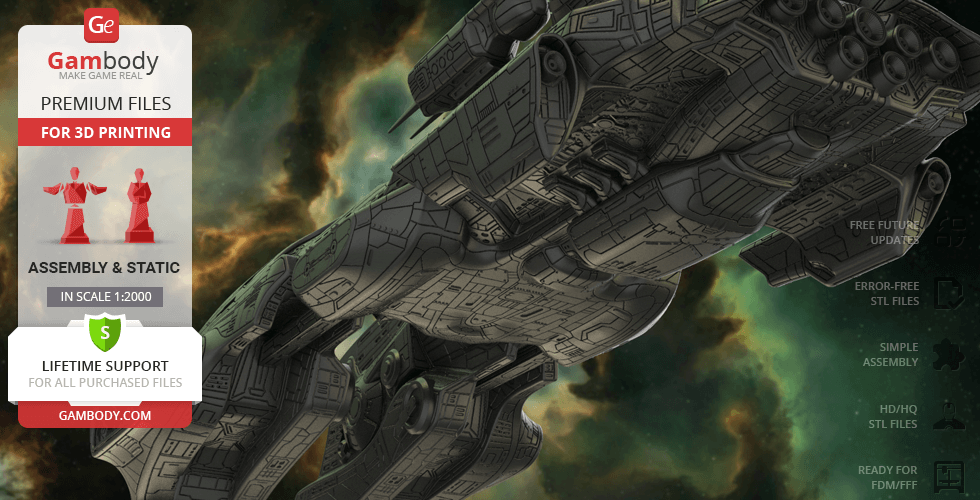
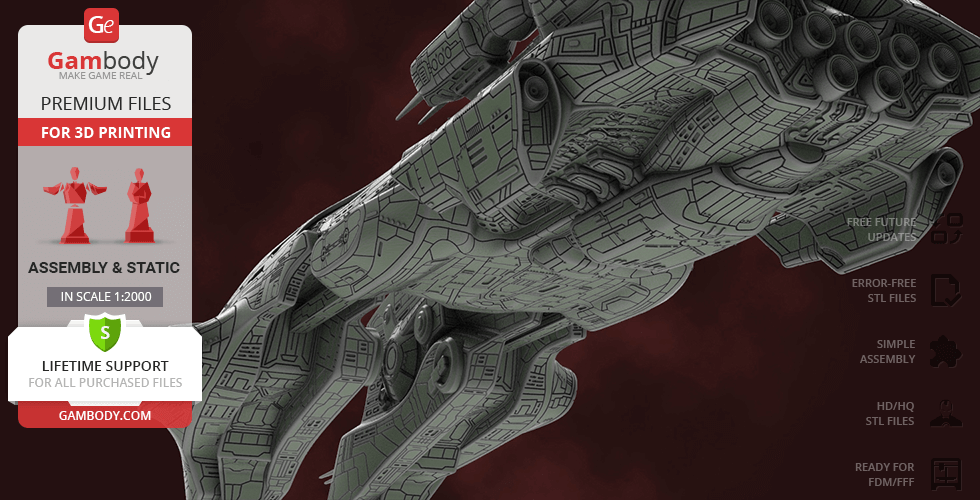
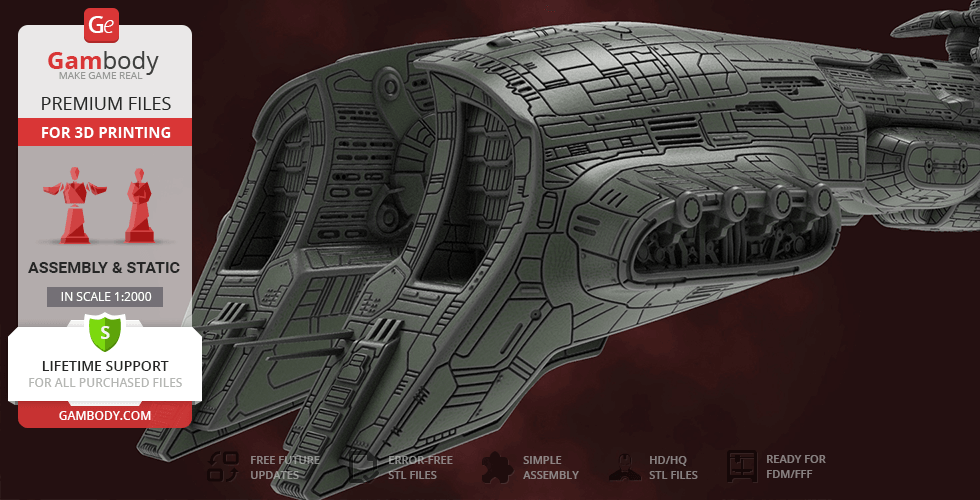
Megathron is an enormous battleship of the Gallentean race. Its main battle feature is large hybrid turrets of a blaster type. Megathron is capable of inflicting huge damage upon other ships both in close combat and from quite a distance - that is how the battleship gained immense popularity in PvP. Due to its long-range properties the Mega is often used in clashes between players as the main striking force. There are lots of possible fittings on the Megathron: the player can use enhanced armour that gives the ship a good advantage on the front line in battle. The Mega can also carry multiple heavy combat drones or fit a big tank. Thanks to its 4 mid slots and 8 lows Megathron is extremely invulnerable. Though Megathron in EVE Online is quite slow - enough skills and experience can guarantee the player success in battlefield.
ABOUT THIS 3D MODEL
The model is saved in STL files, a format supported by most 3D printers.
FFF/FDM version features:
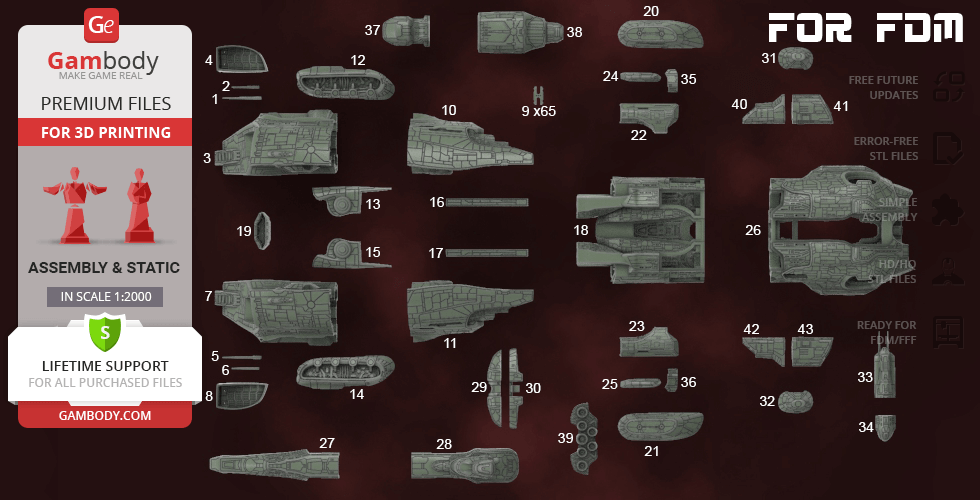
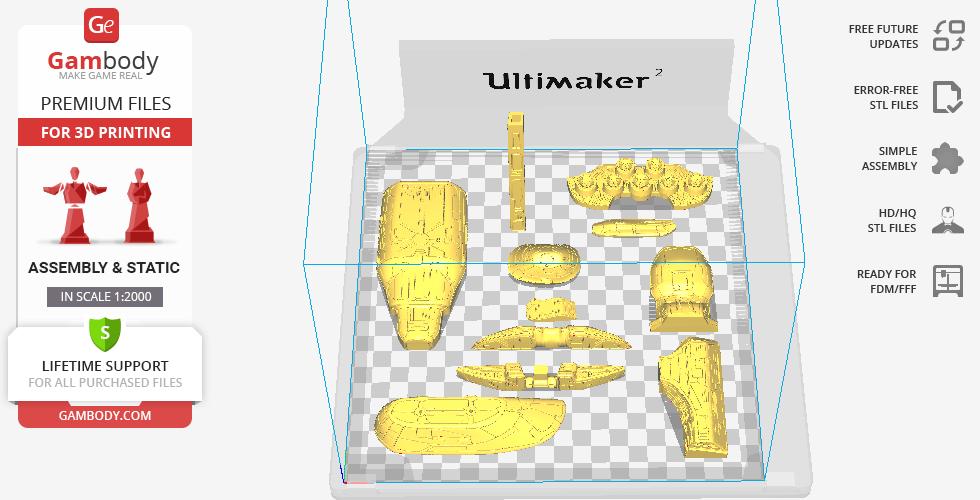
- Contain 45 parts;
- Assembly kit includes locks. One part of Lock (9_Ge_lock_10H_(x65)) needs to be printed 65 times;
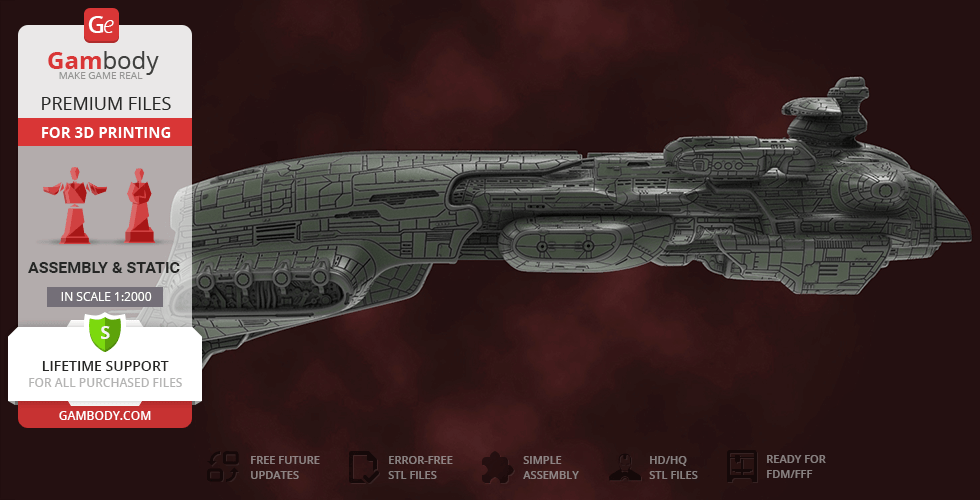
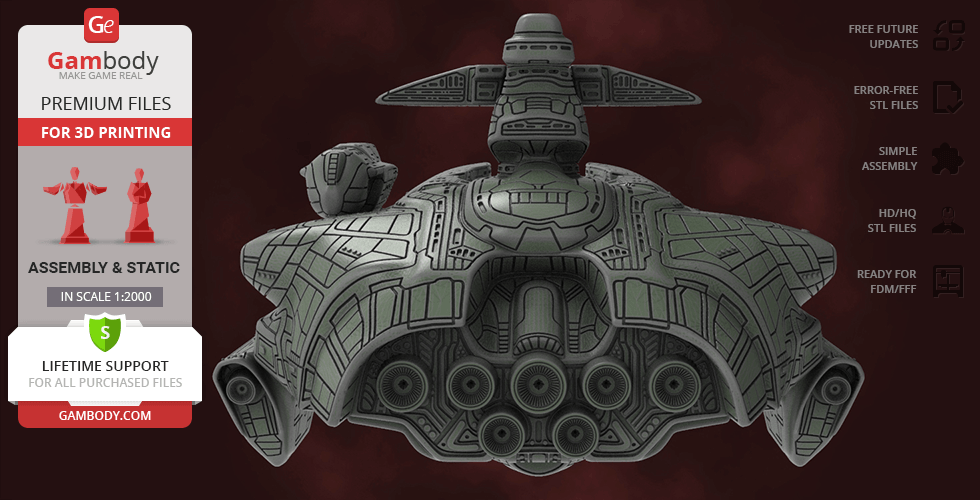
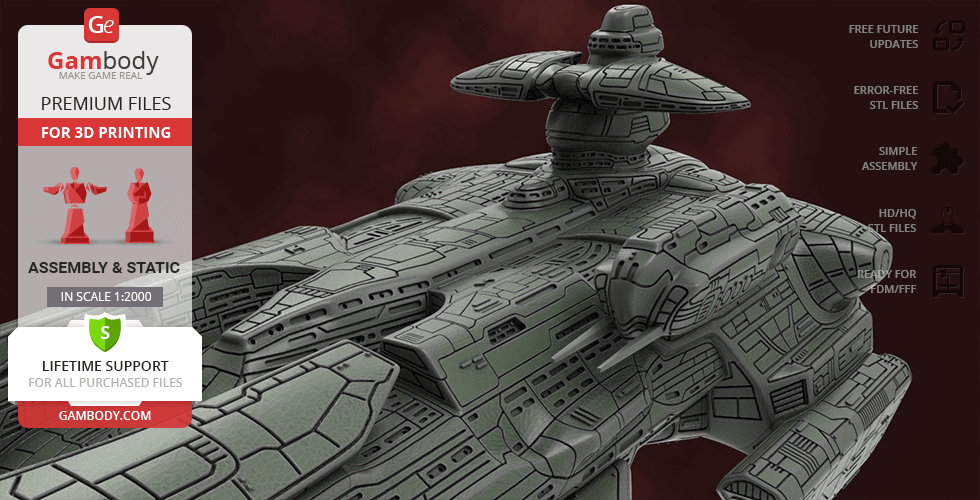
- Made with full equipment of turrets;
- Made with special stands for you to display all the ship’s intricate details from different angles or to make it look as if the battleship is flying.
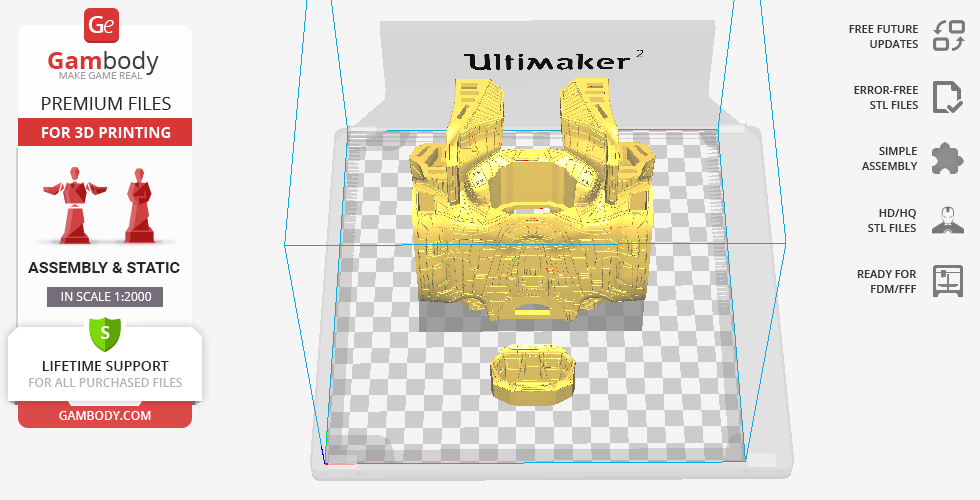
- Made with windows and hollow parts so you can easily install diodes inside of the model to make it look even more spectacular.
- Made with enhanced detalization;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
SLS version features:
- Same as FFF/FDM but smaller, also made as 1 part;
All STL files for 3D printing have been checked in Netfabb and no errors were shown.
Note: Before starting 3D printing the model, read the Printing Details for Cura, Simplify3D or Slic3r Software.
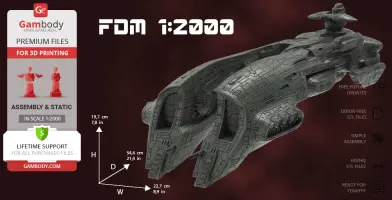
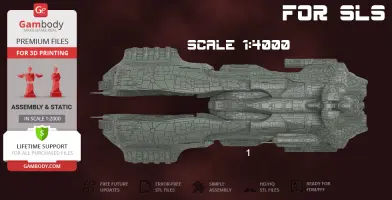
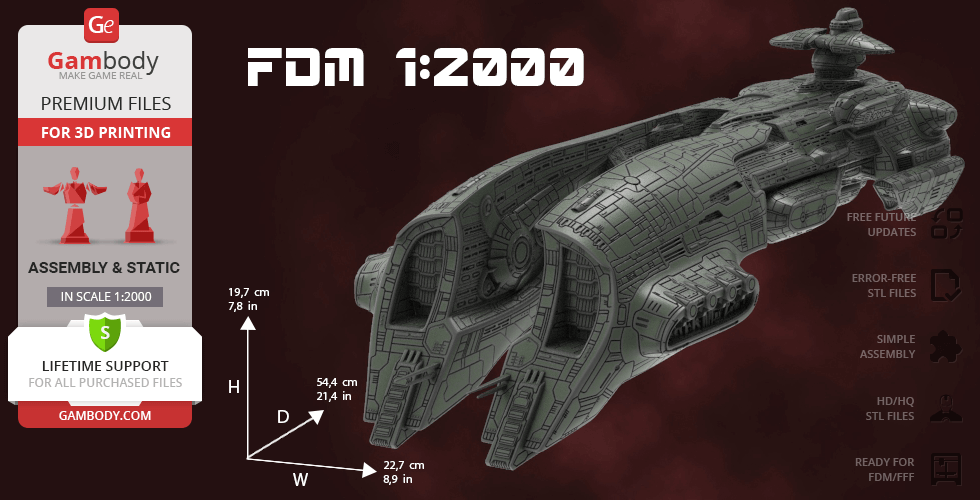
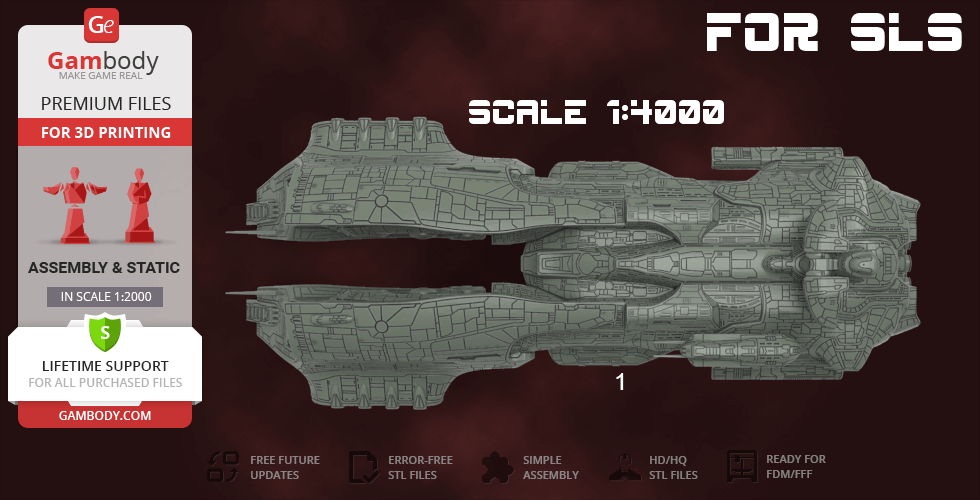
Scale: The model's scale was calculated from the Megathron's actual height that is 1083 m. The 3D printing model's chosen scale is 1/2000 for the FFF/FDM version and 1/4000 for the SLS version.
FFF/FDM version dimensions:
A printed model is 197 mm tall, 227 mm wide, 544 mm deep.
SLS version dimensions:
A printed model is 98.5 mm tall, 113.5 mm wide, 272 mm deep.
WHAT WILL YOU GET AFTER PURCHASE?
- STL files of Megathron 3D Model for 3D printing which consist of 46 parts;
- 2 versions of files for this model for FFF/FDM, SLS;
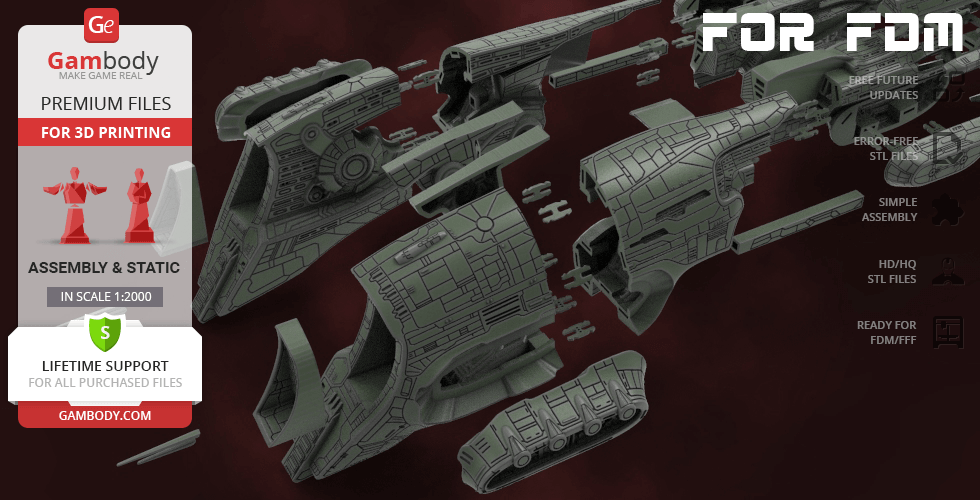
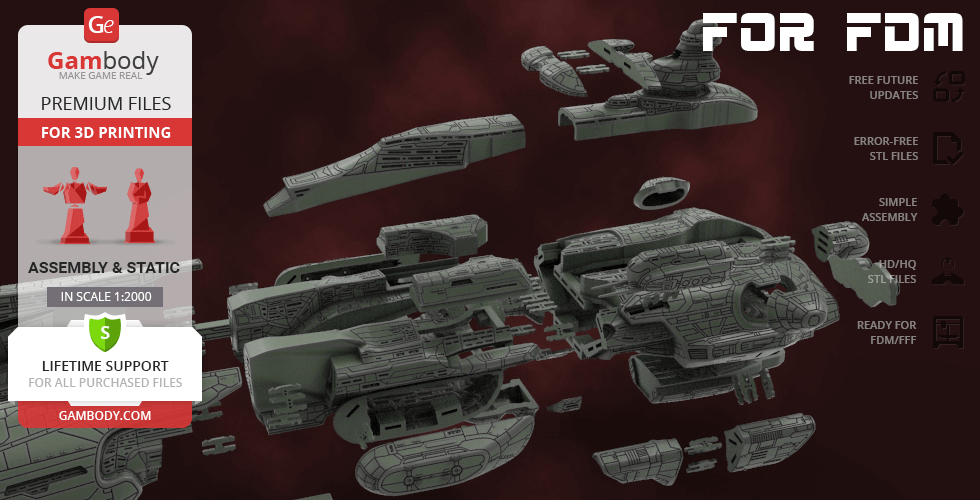
- High-poly detailed model of Megathron;
- Detailed settings that we provide for Cura , Simplify3D and Slic3r for the best print;
- Full technical support from the Gambody Support Team.
You can get Model of Megathron for 3D Printing right now! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial video on how to assemble Megathron 3D Printing Model at Gambody YouTube channel.
Also, you may like other Space Ships 3D Printing Models.
_______
FAQ:
Where can I print a model if I have no printer?
How to get started with 3D printing?
How to set up my 3D printer?
How to choose right 3D model print bed positioning?
How to paint printed figurine?
Average customer rating (15 reviews)
4.9
Ratings breakdown
Click a star rating to filter reviews
Overall experience
Level of detail in the model
4.9
Model cut quality and assembly guide
4.9
Clarity and accuracy of the model page
4.9
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
4
Model cut quality and assembly guide
4
Clarity and accuracy of the model page
4
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
To avoid printing issues and achieve the best quality, we highly recommend applying the following settings:
Generic
Below you can find printing recommendations for Cura, Bambu Lab, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
Bambu Lab printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETGfilaments.
To avoid printing problems, we recommend the following settings:download
Cura printing recommendations:
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings:download
Simplify3D printing recommendations:
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings:download
Slic3r printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings:download
PrusaSlicer printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings:download