






Files
3D model format
Stereolithography (.stl)
Total files
Slicer settings
not available
Mesh error check
not specified
Support
Provided by 3D Artist (optional)
Update requests
Subject to 3D Artist’s discretion
Model versions
FFF/FDM
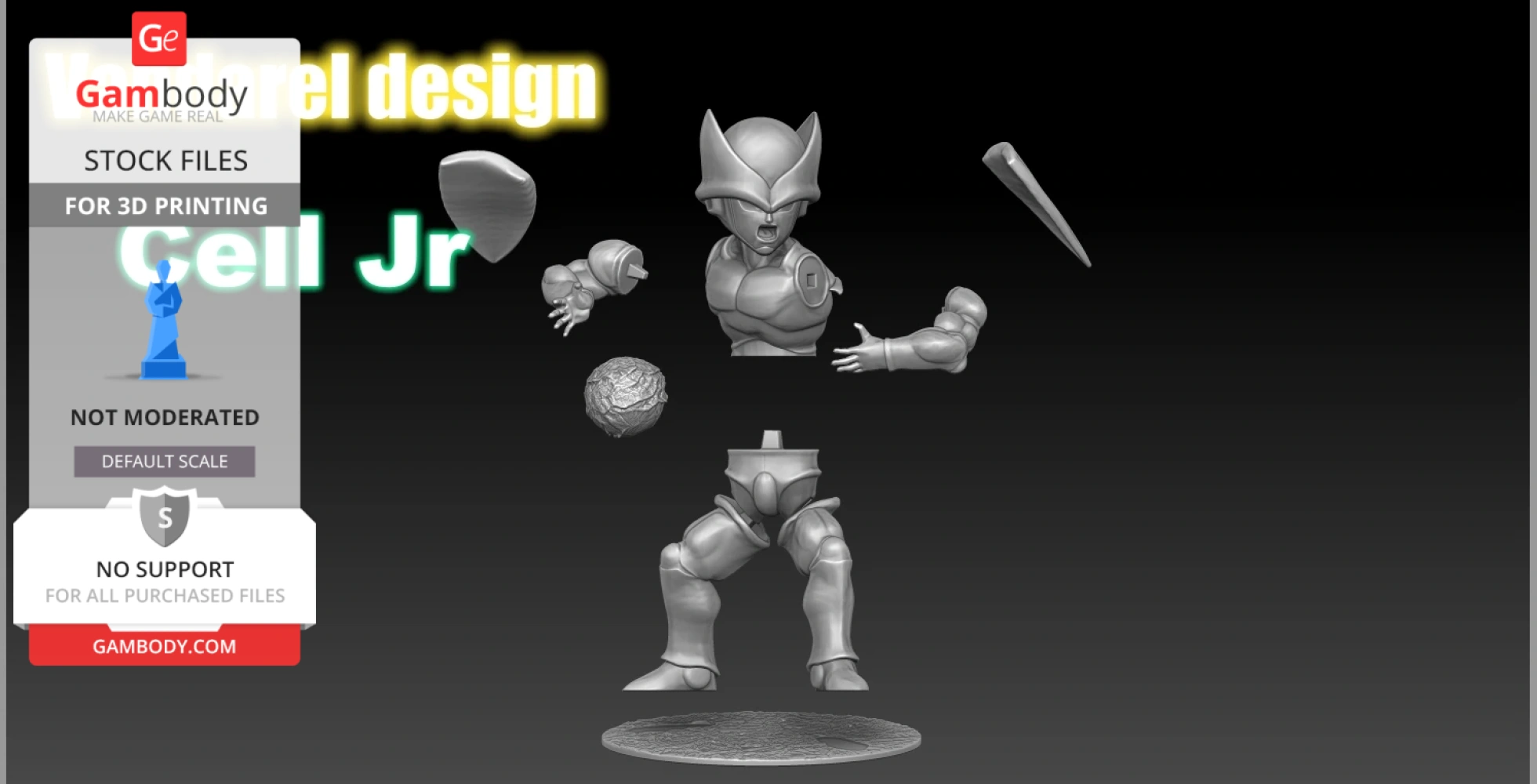
Assembly method
not specified
Features
Additional details
Part of diorama
No
Special pack included
No
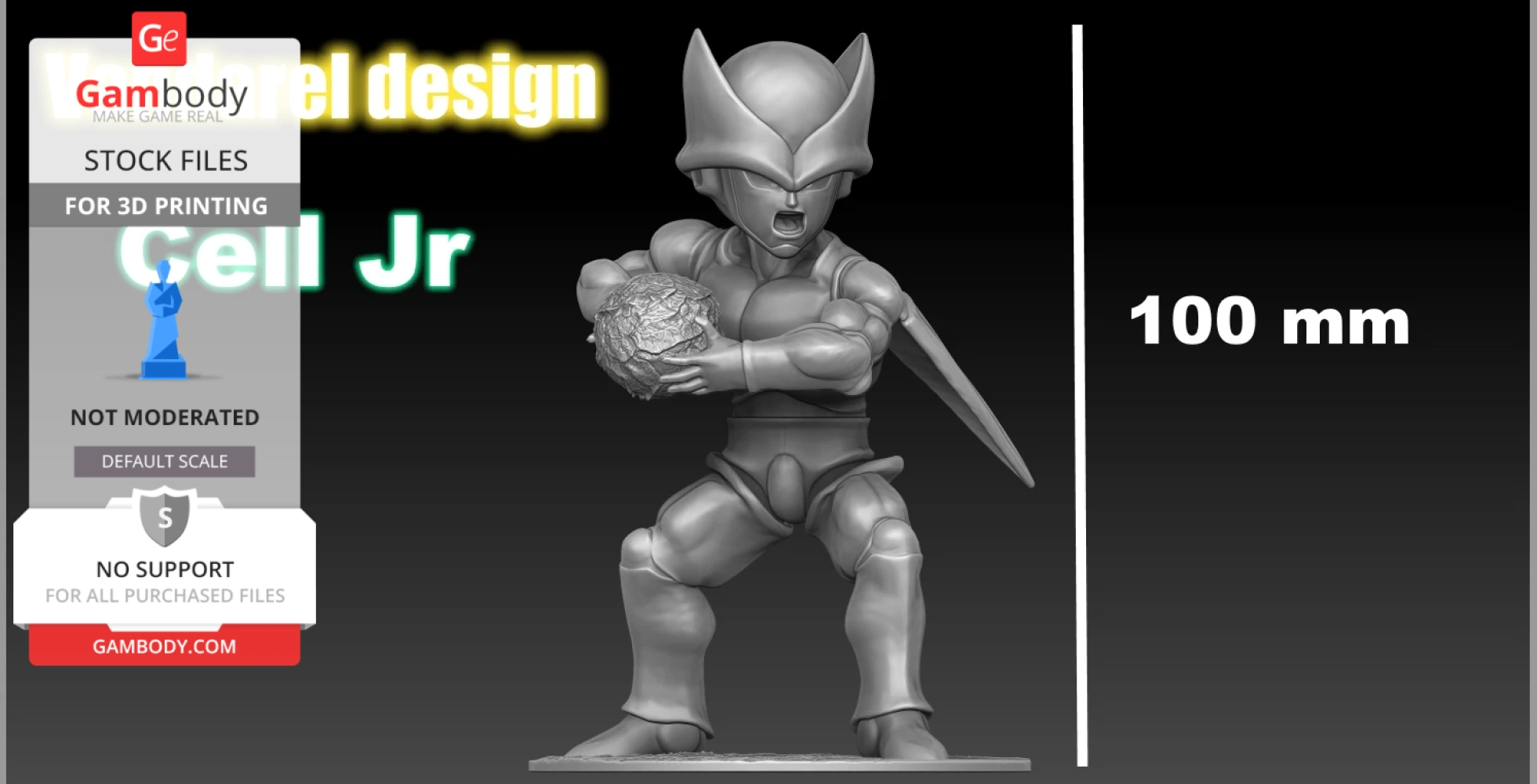
You will get instant access to the STL files of Cell Jr 3D Printing Model after completing your purchase. Simply add the model to your cart and check out using PayPal, credit or debit card, Apple Pay, Google Pay, Alipay, or other available payment methods.
Watch the assembly video for Cell Jr 3D Printing Model, and explore more tutorials, behind-the-scenes content, 3D printing timelapses, and painting guides on the official Gambody YouTube channel.
STL files and the cutting of this model are preserved as created by the Author. This model was not moderated by Gambody, it is not subject to technical support by Gambody, and we do not offer any guarantees on the 3D printing results.
Stock models can only be purchased in an order separate from the Premium STL files by Gambody. If a Premium model is added to the Cart, the Stock models are deleted automatically, and vice versa.
You can read more about Stock models onGambody's Blog.
The Author of the Stock model can provide technical support if they wish. All your questions, requests, wishes and remarks can be left in the comment section below.
Gambody Team can consider providing a Premium version of the model if highly requested.
Before printing, take a look at Printing Details for recommended settings and tips to achieve better results.
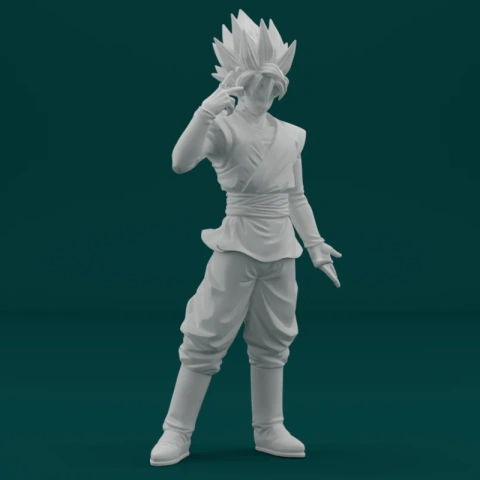
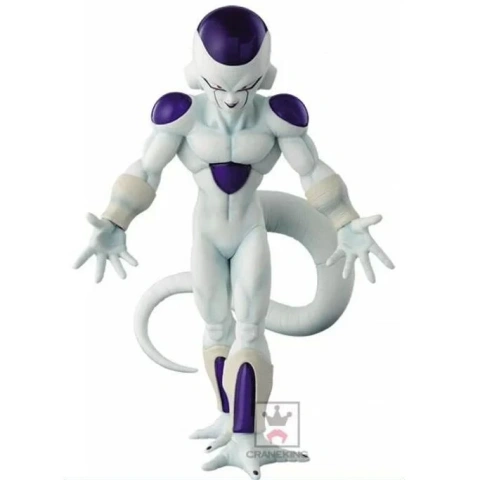
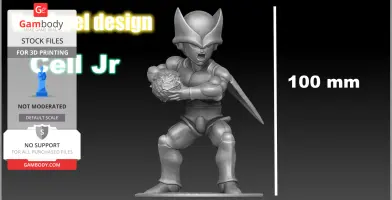
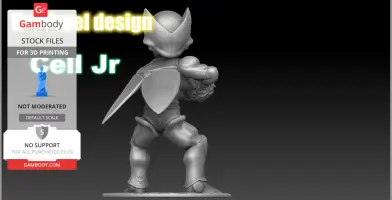
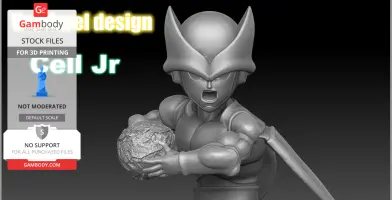
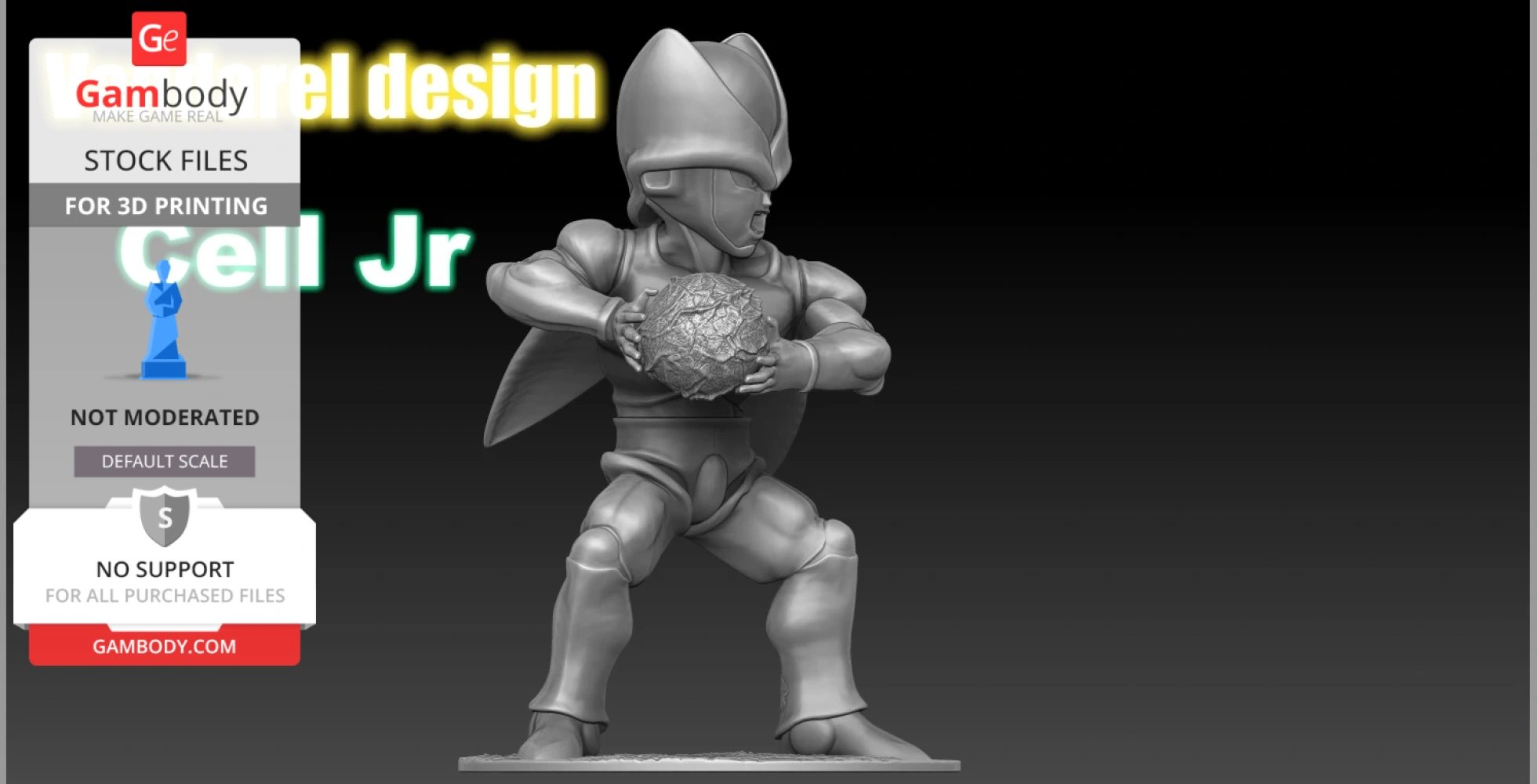
Cell Jr is similar to their father, except that they are small, because they have been born and because they are of colors blues (bruises). They do not possess the sting of their father, they cannot thus absorb the energy nor even to reproduce again.They have similar skills in that of Cell, but they are widely lower in term of power. Nevertheless their level amounts to those of Vegeta and Trunks at this moment there of the history (story).
To avoid printing issues and achieve the best quality, we highly recommend applying the following settings:
Generic
Extruder
Overview
Nozzle diameter 0,40
Extrusion Multiplier 0,90
Extrusion Width (Manueal 0,40)
Ooze Control
Retraction
Retraction distance 4
extra restart distance -0,10
Retraction vertical lift 0
retrction speed 3600
Coast at end
coasting distance 0,10
Wipe Nozzle
Wipe distance 3
Layer
Primary Layer Height 0,1600
top solid layers 4
Botoom solid layers 4
Outline/perimeter shells 2
outline direction (inside-out)
First layer settings
First layer Hight 140
First layer width 120
First layer speed 35
additions
use raft
raft top layers 3
raft base layers 2
raft offset from part 3,00
seperation distance 0,14
raft top infill 60
above raft speed 30
infill
internal fill pattern ( fast honeycomb
external fill pattern rectilinear
interior fill percentage 30
outline overlap 45
infill extrusion width 145
minimum infill lenght 5,00
combine infill every 1
support
generate support material
support infill percentage 30
combine support every 1
dense support layer 4
dense infill percentage 50
automatic placement
support type (normal)
support pillar resolution 4,00
max overhang angle 45
temperature
primary extruder 200
heated bed 70
speed
defaut printing speed 3600,00
outline underspeed 50
solid infill underspeed 60
support structure underspeed 70
x/y axis movement speed 4800,00
z axis movement speed 1002,00