















Files
3D model format
Stereolithography (.stl)
Total files
Slicer settings
Mesh error check
Netfabb
Support
Lifetime support from Gambody team
Update requests
Available to verified buyers
Model complexity
Advanced: may require tuning print settings or support placement, plus precise fitting, gluing, or sanding.
Model versions
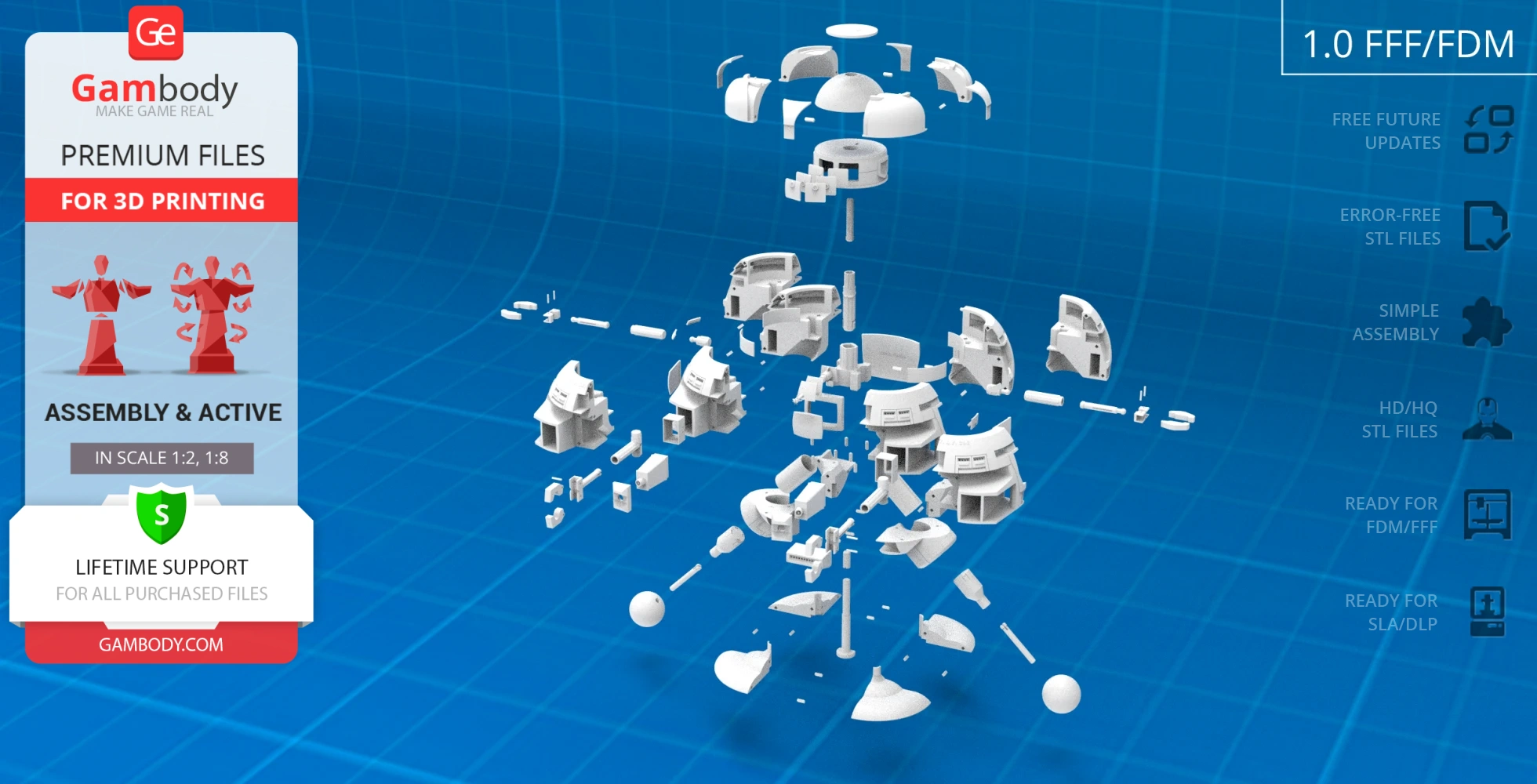
FFF/FDM
Assembly method
Connectors, Glue
Features
Updated version of Vincent 1.0, improving mechanisms and painting convenience; Includes all features of version 1.0; Removable ears for easier painting; Removable pupils for precise detailing; LED insert for those who prefer not to illuminate; Legs split into two halves for easier printing; Foot stoppers to lock legs in a closed position without sagging; Various small improvements to gaps and tolerances between parts; The assembly parts are connected using specially designed integrated connectors that fit securely into the corresponding slots. Some model parts use separate connectors (part "_53_pin_X31_FDM", requires 31 copies); Optionally, for added strength and rigidity, the static connections can be glued together.
FFF/FDM
Assembly method
Connectors
Features
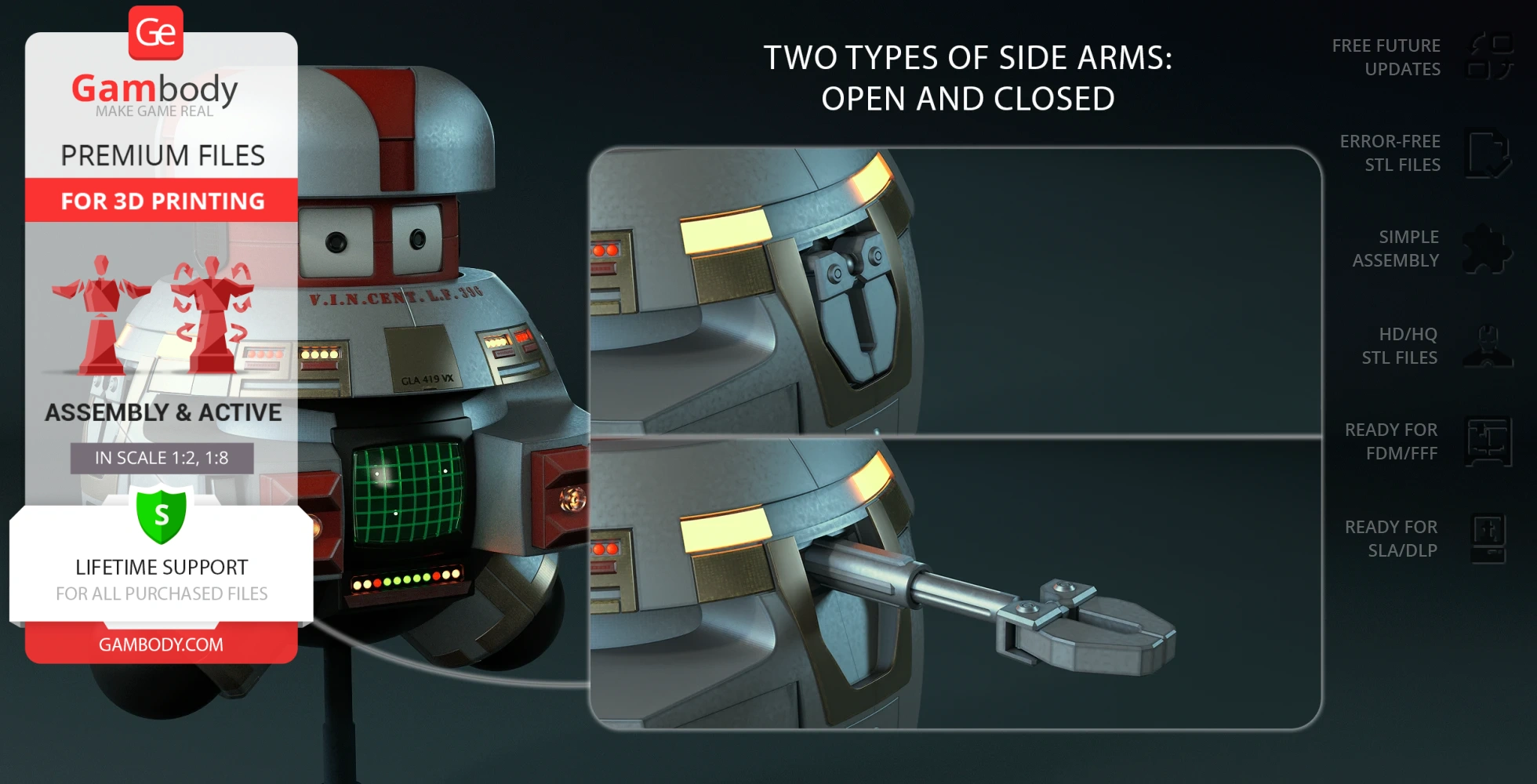
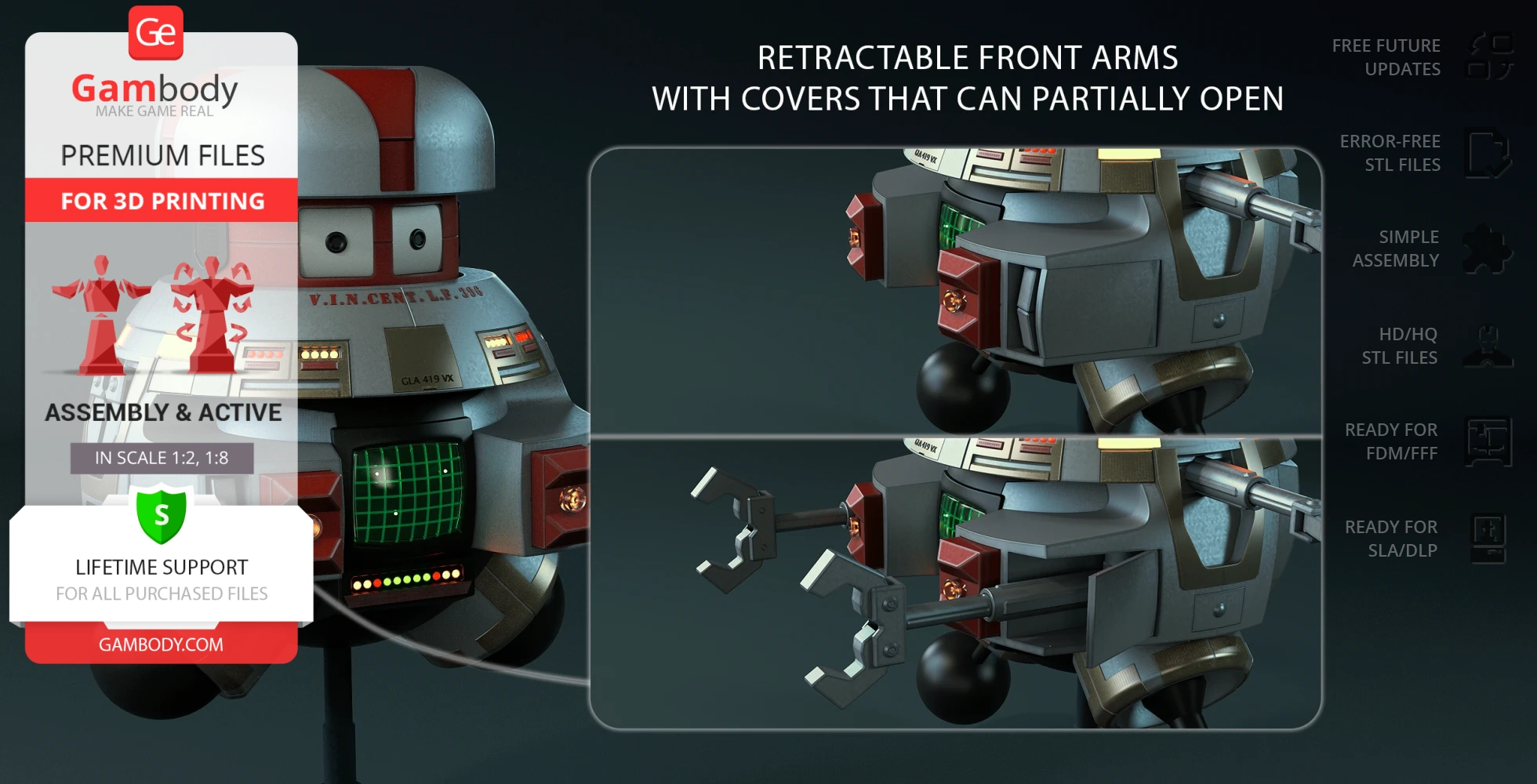
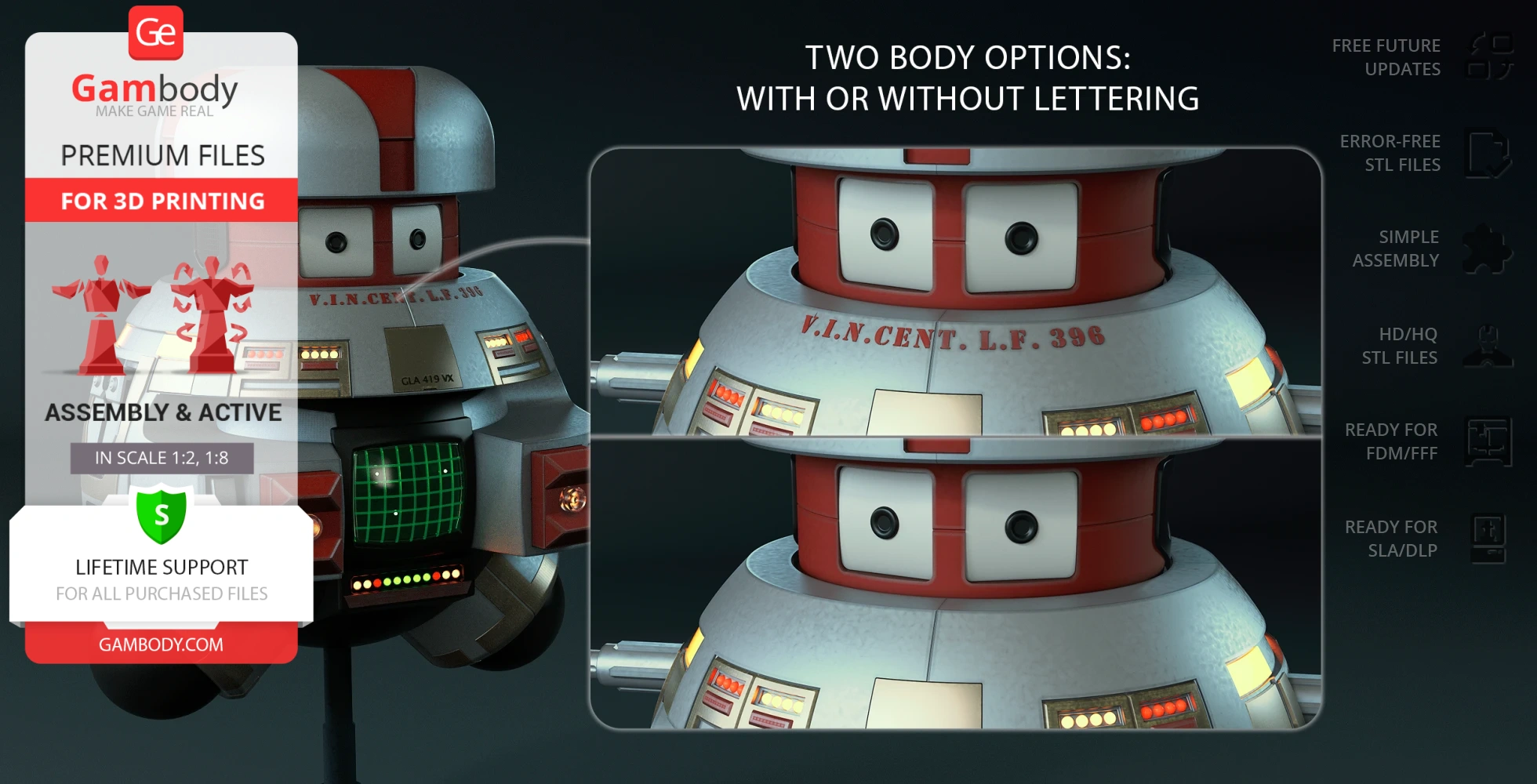
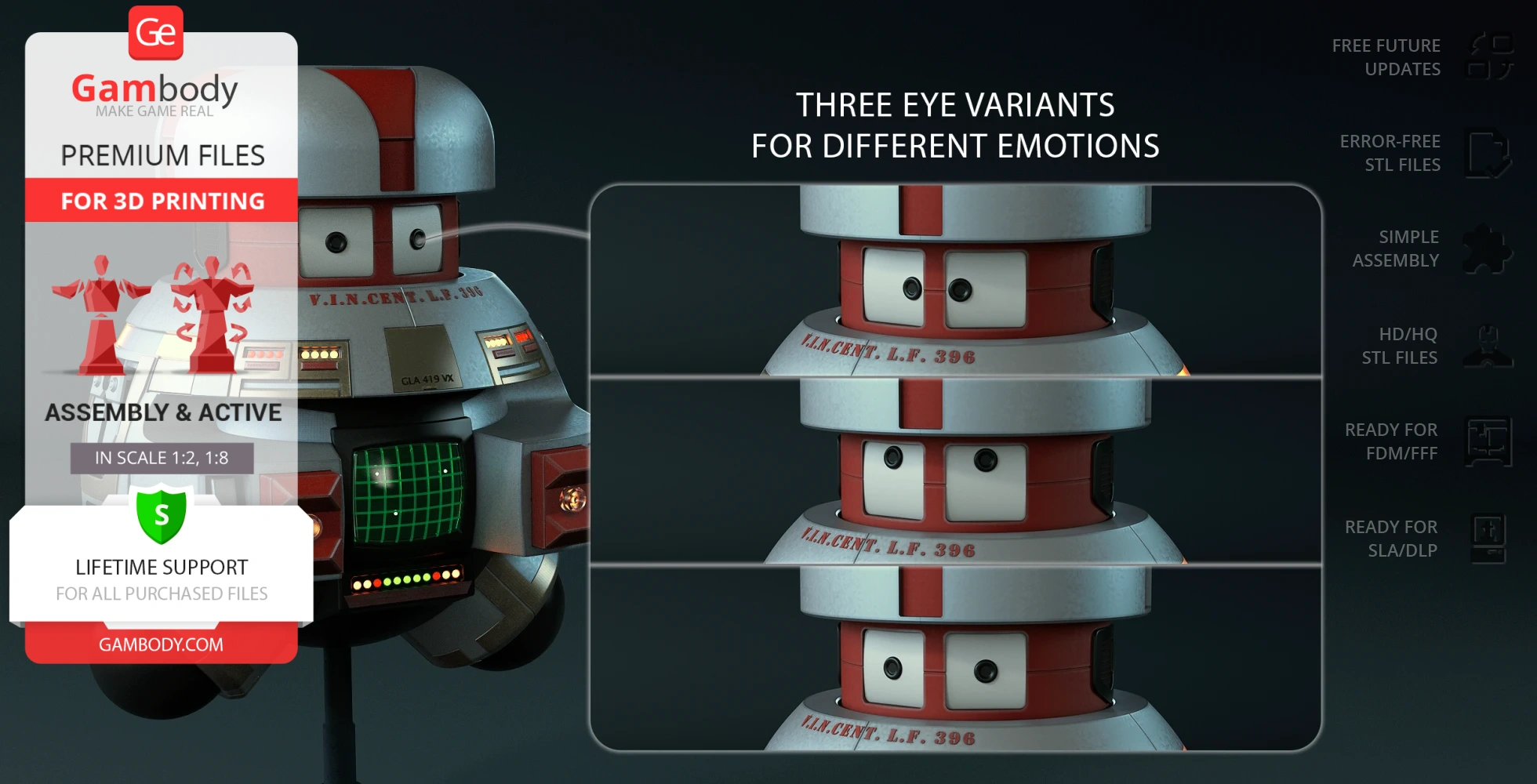
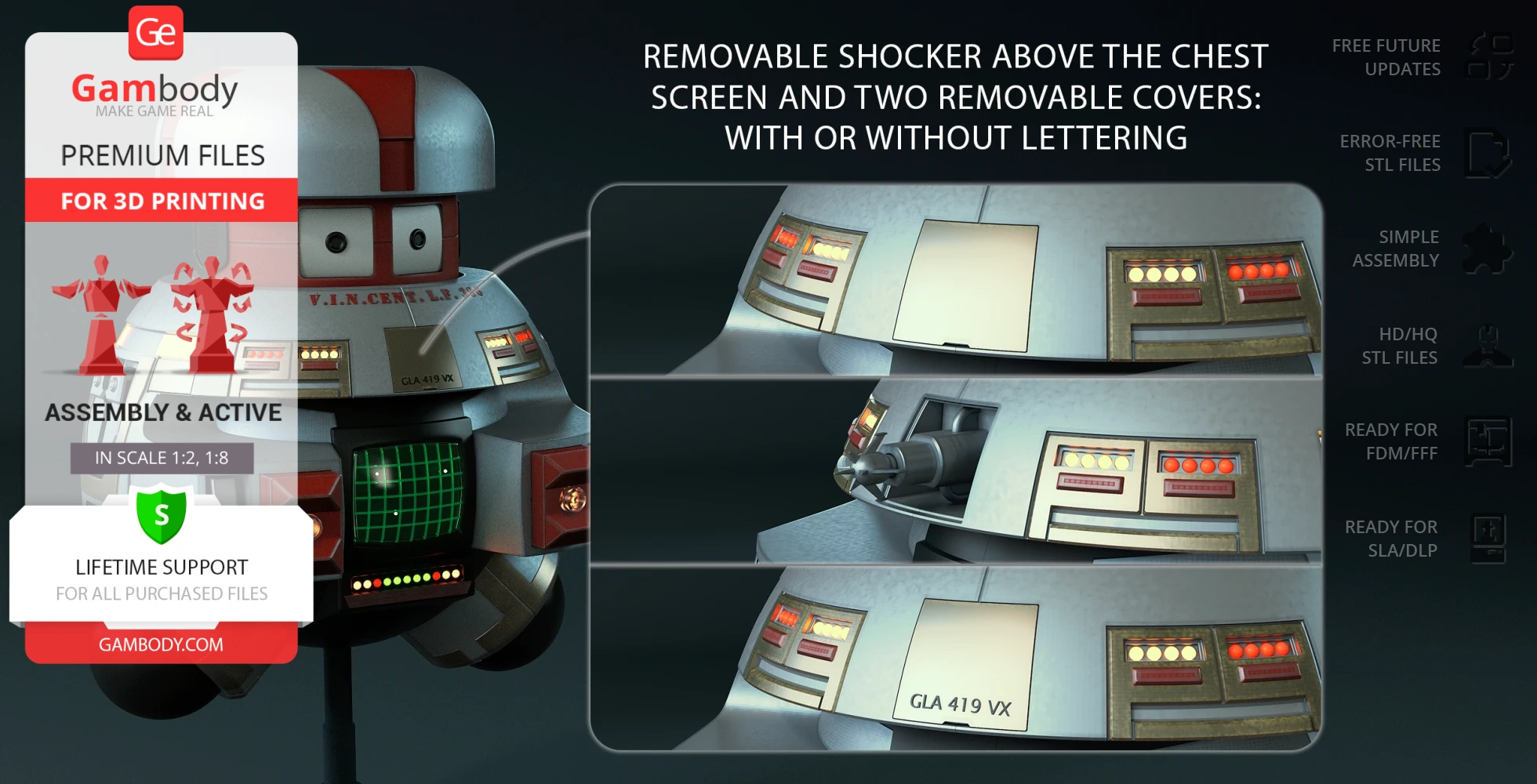
The head can be rotated and retracted, and its cap can be raised; Comes with three eye variants and a removable shocker with a cover; The arms can open; Features two side arm options: open and closed; Retractable front arms with partially opening covers; Retractable legs; Two body options: with or without lettering; Prepared for optional LED lighting with a removable back panel for battery installation; Includes canonical lighting spots in the brain, upper section, and chest screen; The assembly parts are connected using specially designed integrated connectors that fit securely into the corresponding slots. Some model parts use separate connectors (part "_53_pin_x31_FDM", requires 31 copies;
part "_56_standPin_X8_FDM", requires 8 copies);
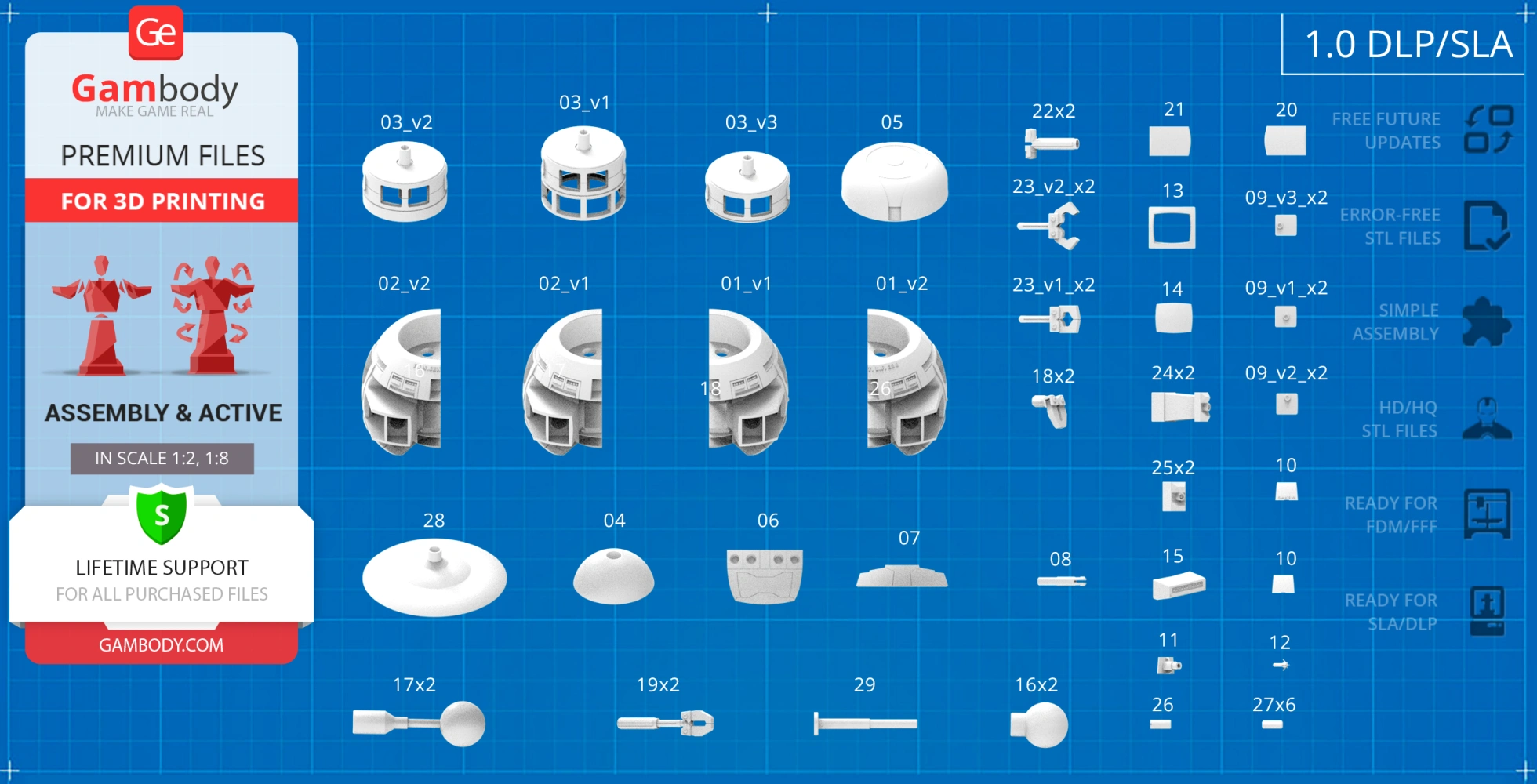
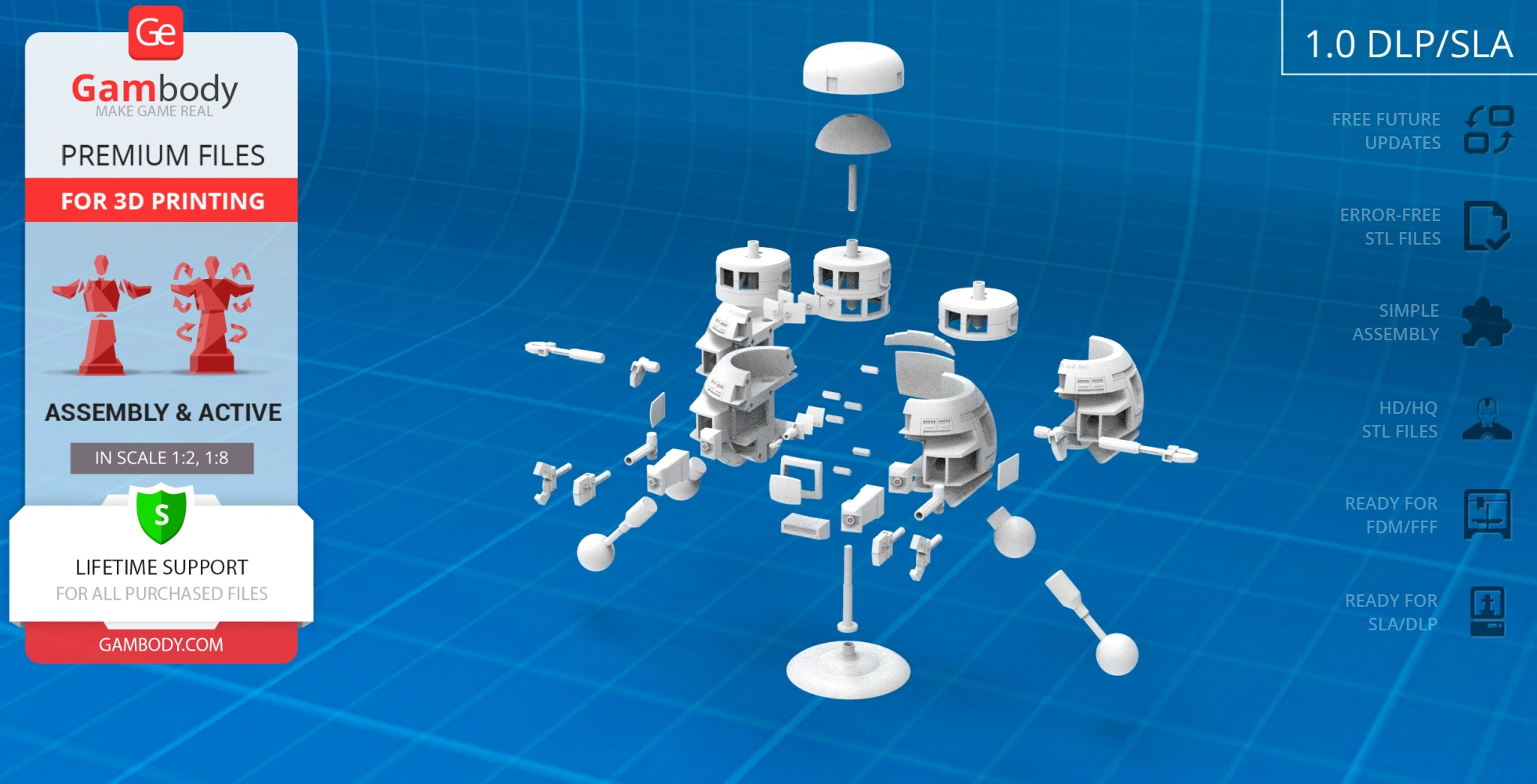
DLP/SLA
Eco parts
Assembly method
Connectors
Features
The head can be rotated and retracted; Comes with three eye variants and a removable shocker with a cover;
The arms can open; Features two side arm options: open and closed; Retractable front arms with partially opening covers;
Two front arms options: open and closed; Comes with two leg options: open and closed;
Two body options: with or without lettering; Prepared for optional LED lighting with a removable back panel for battery installation; Includes brain lighting and chest screen lighting; The assembly parts are connected using specially designed integrated connectors that fit securely into the corresponding slots. Some model parts use separate connectors (part "_27_bodyPin_X6_SLA", requires 6 copies). Optionally, for added strength and rigidity, the static connections can be glued together;
Additional details
Part of diorama
No
Special pack included
No
This 3D model comes with StereoLithography (.STL) files optimized for 3D printing. You'll get digital files, not a physical product
Before printing, take a look at Printing Details for recommended settings and tips to achieve better results.
V.I.N.CENT 3D Printer Files | Assembly + Action includes 2 version(s) for the supported 3D printer type(s): FFF/FDM, DLP/SLA. Files are available for download after purchase.
See the Description and Specifications sections for more details about this model.
3D model history
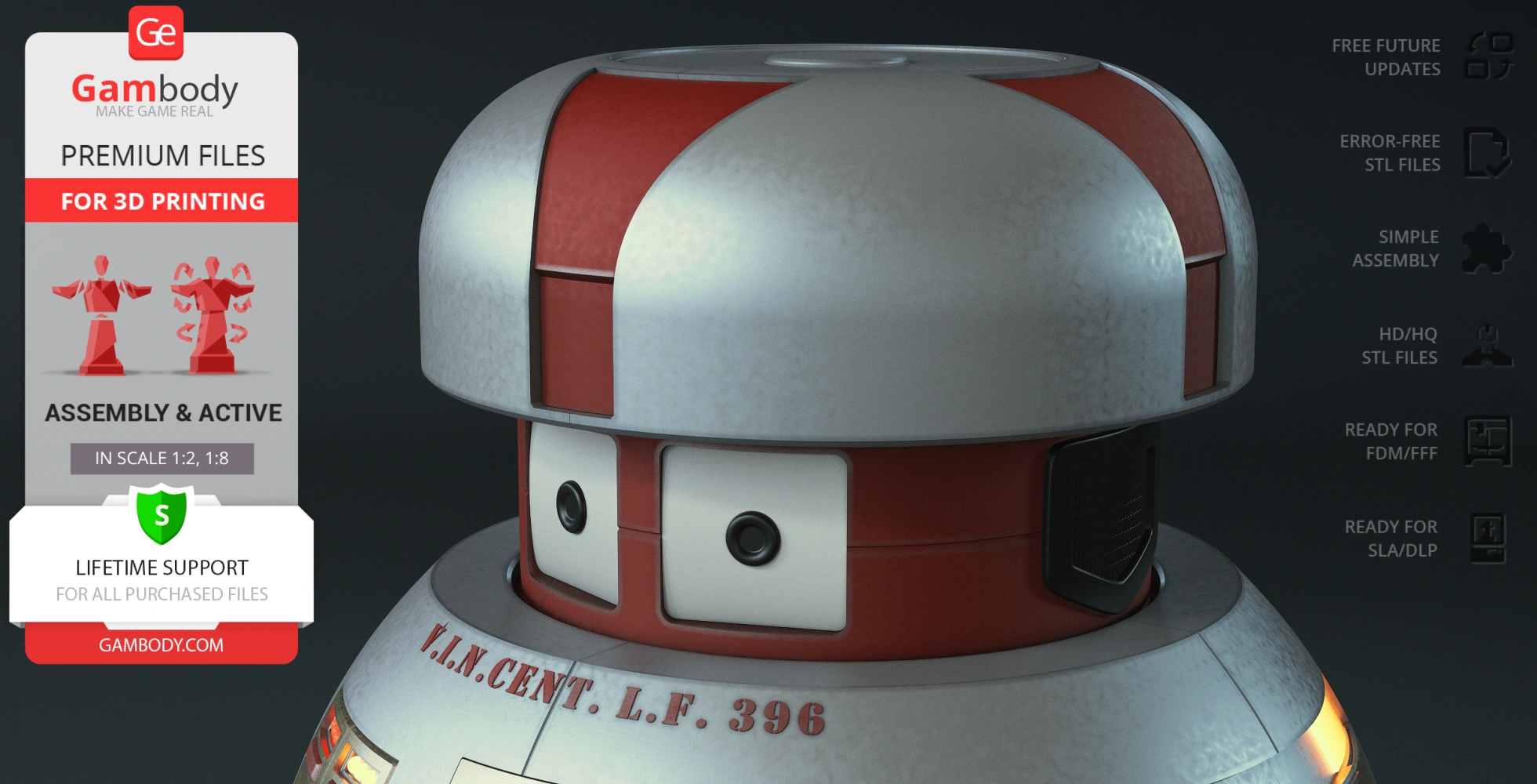
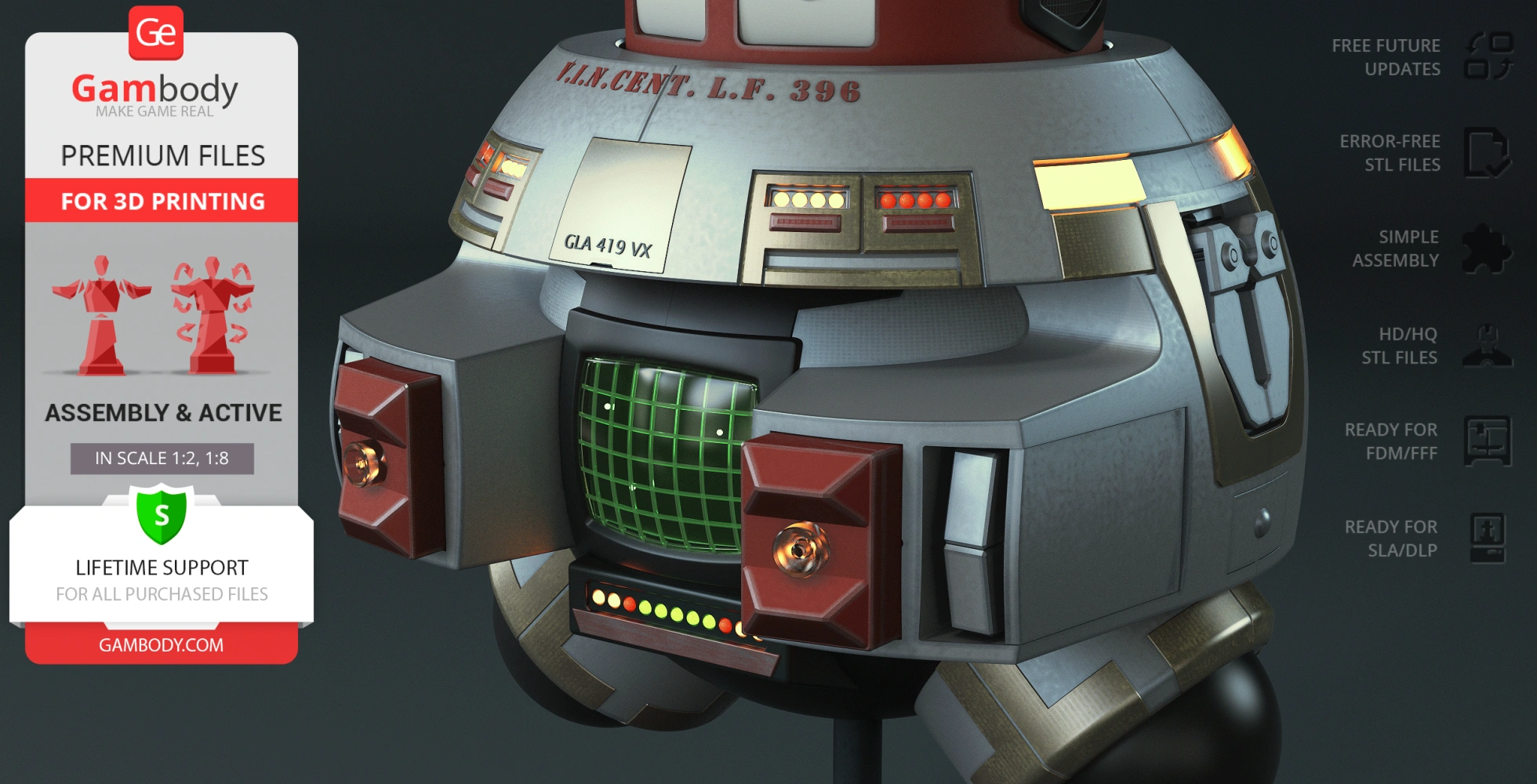
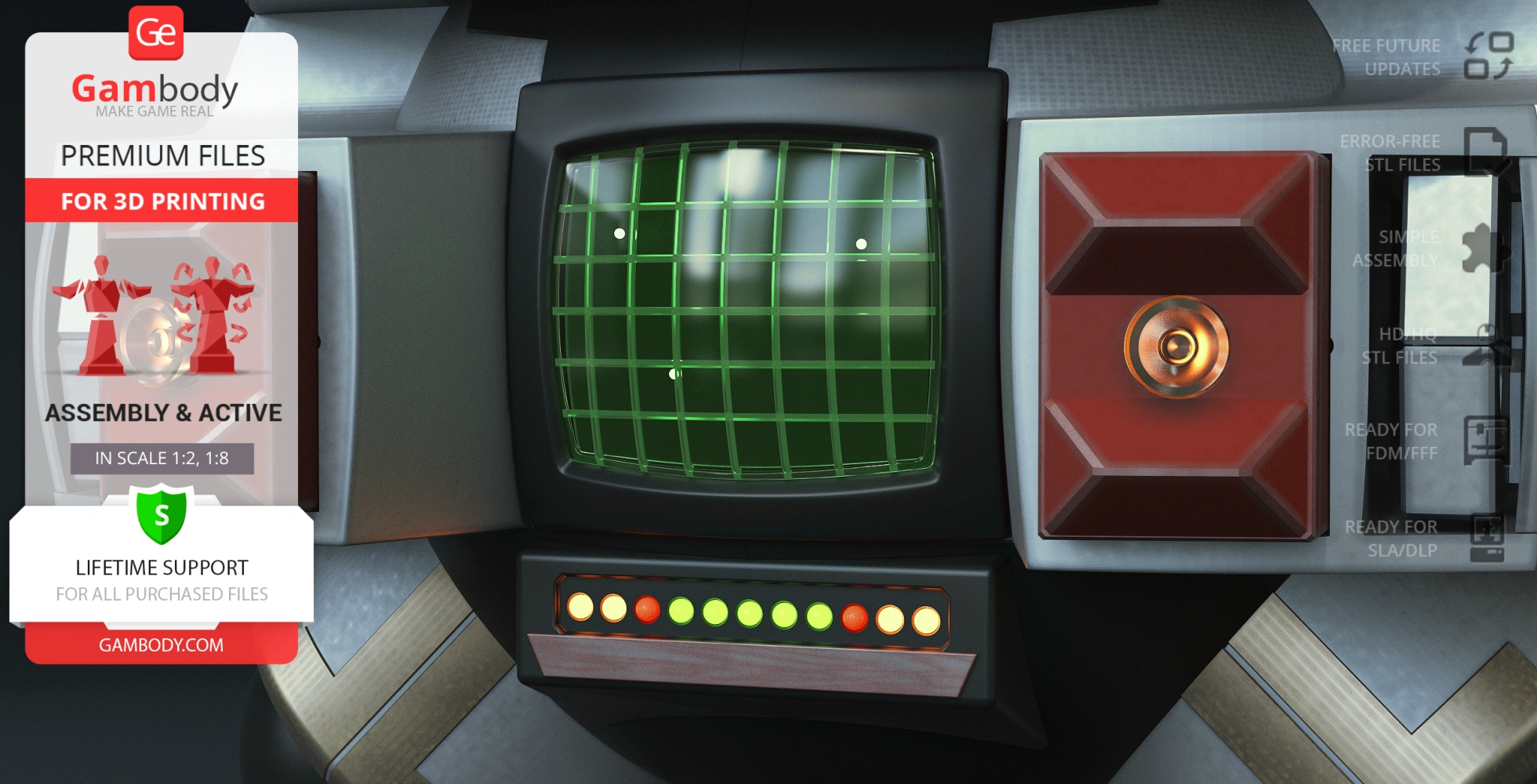
In the void between the USS Palomino and the ghostly USS Cygnus, courage came in the unlikely form of V.I.N.CENT (Vital Information Necessary CENTralized), a hovering companion. Quick-witted, philosophical, and fiercely loyal, he sparred with crewmates in humor, bonded with Old B.O.B., and stood unflinching against the menacing Maximilian in The Black Hole movie. More than a utility machine, V.I.N.CENT became the film's moral compass, proving that bravery and heart could live within circuits and steel.
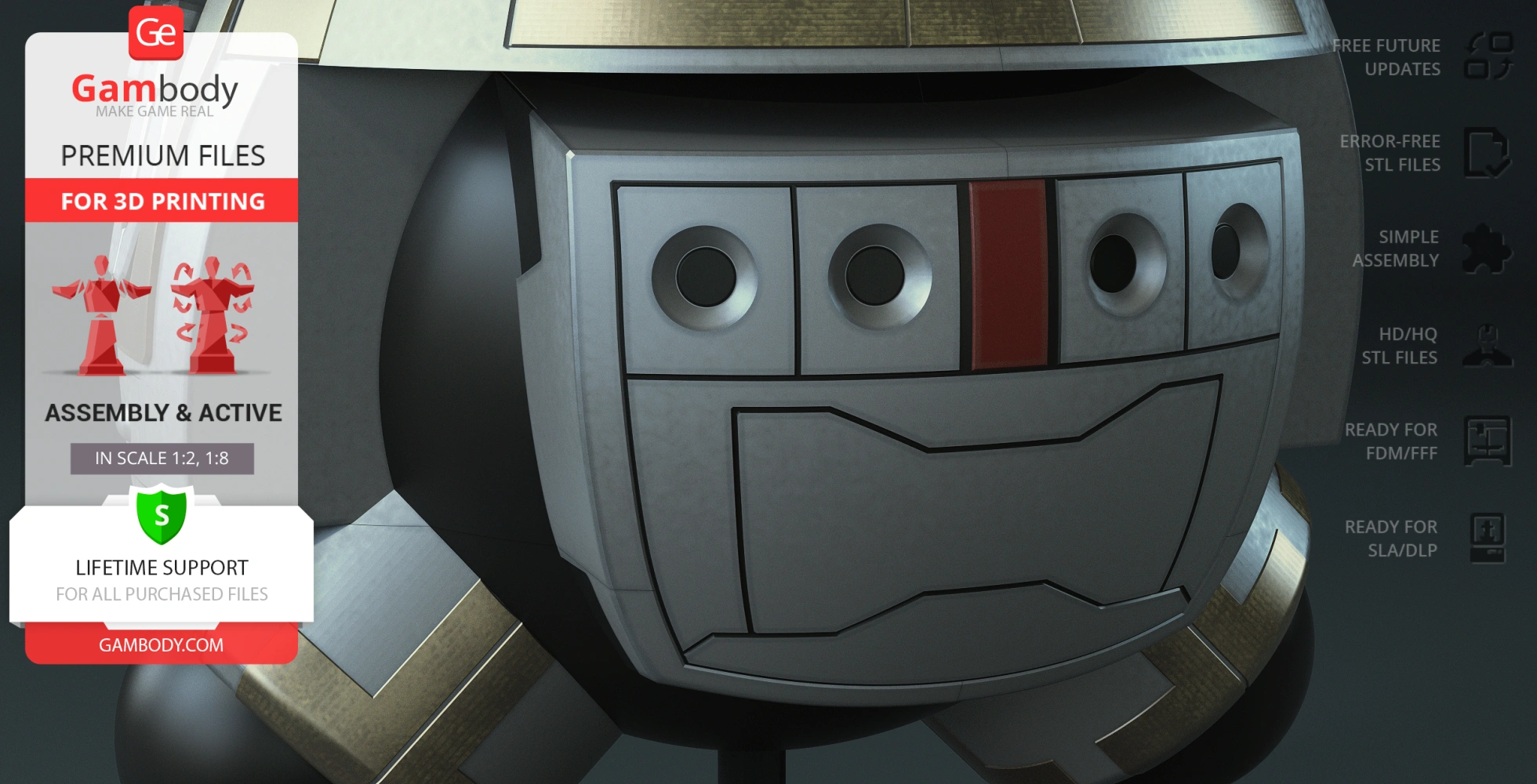
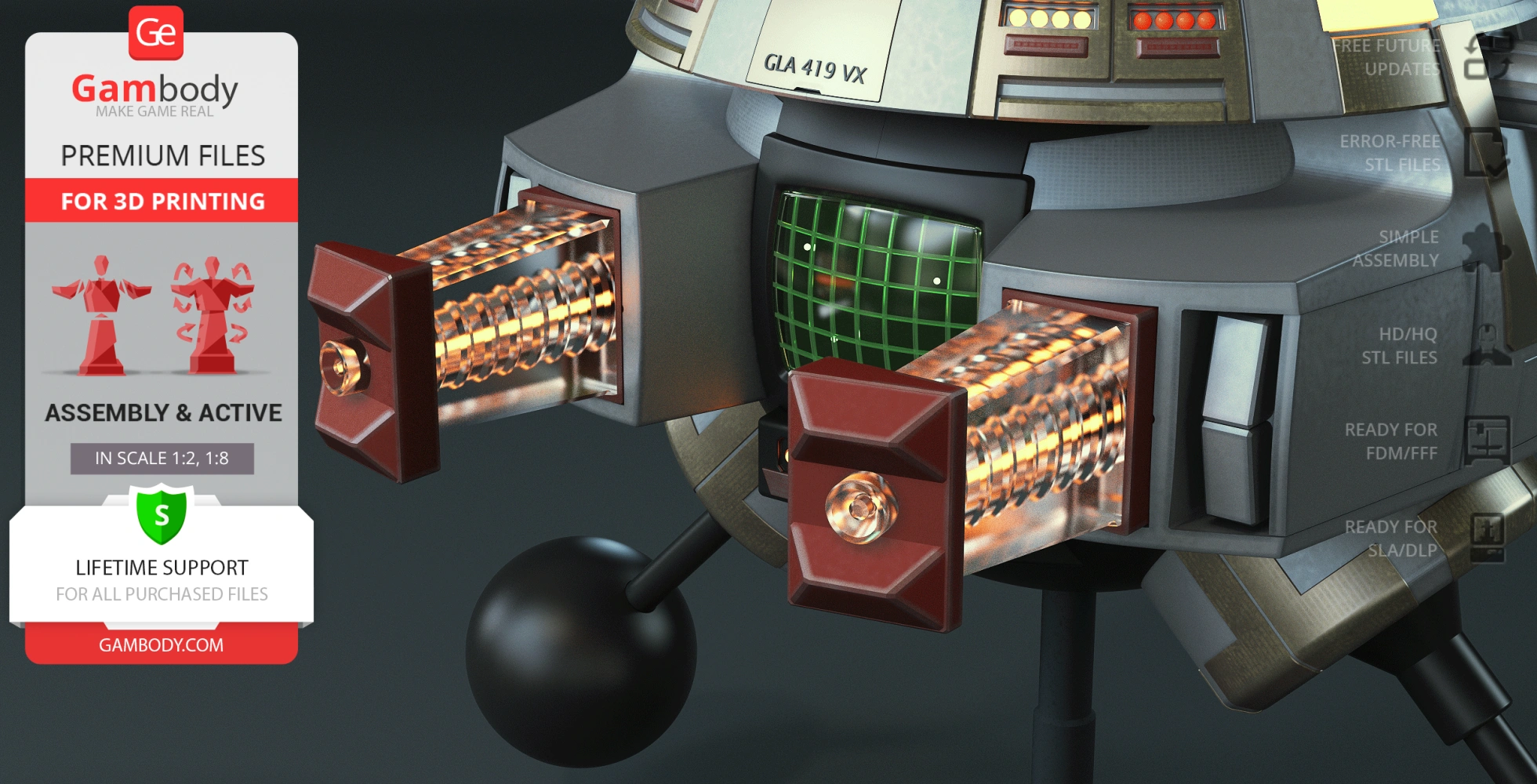
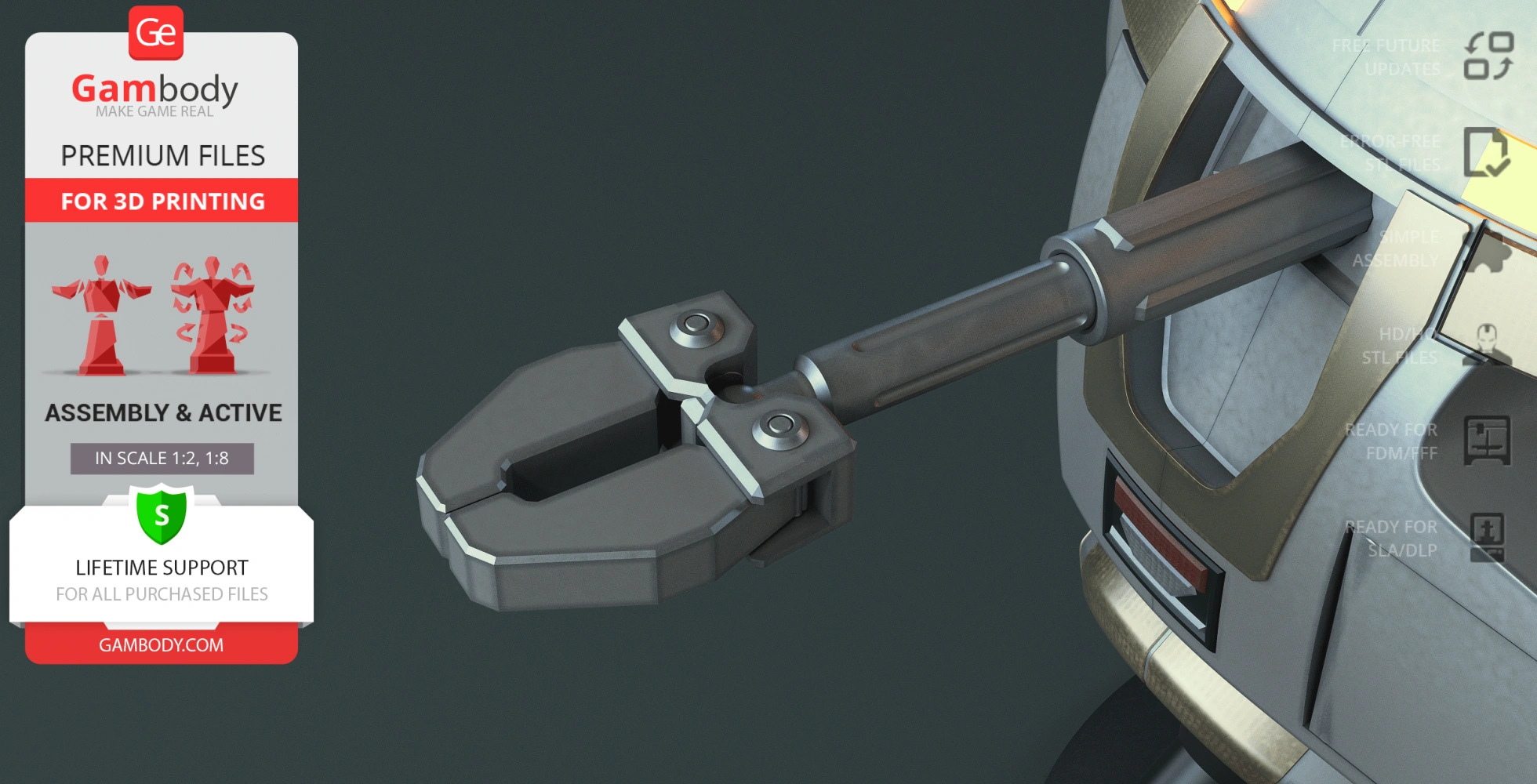
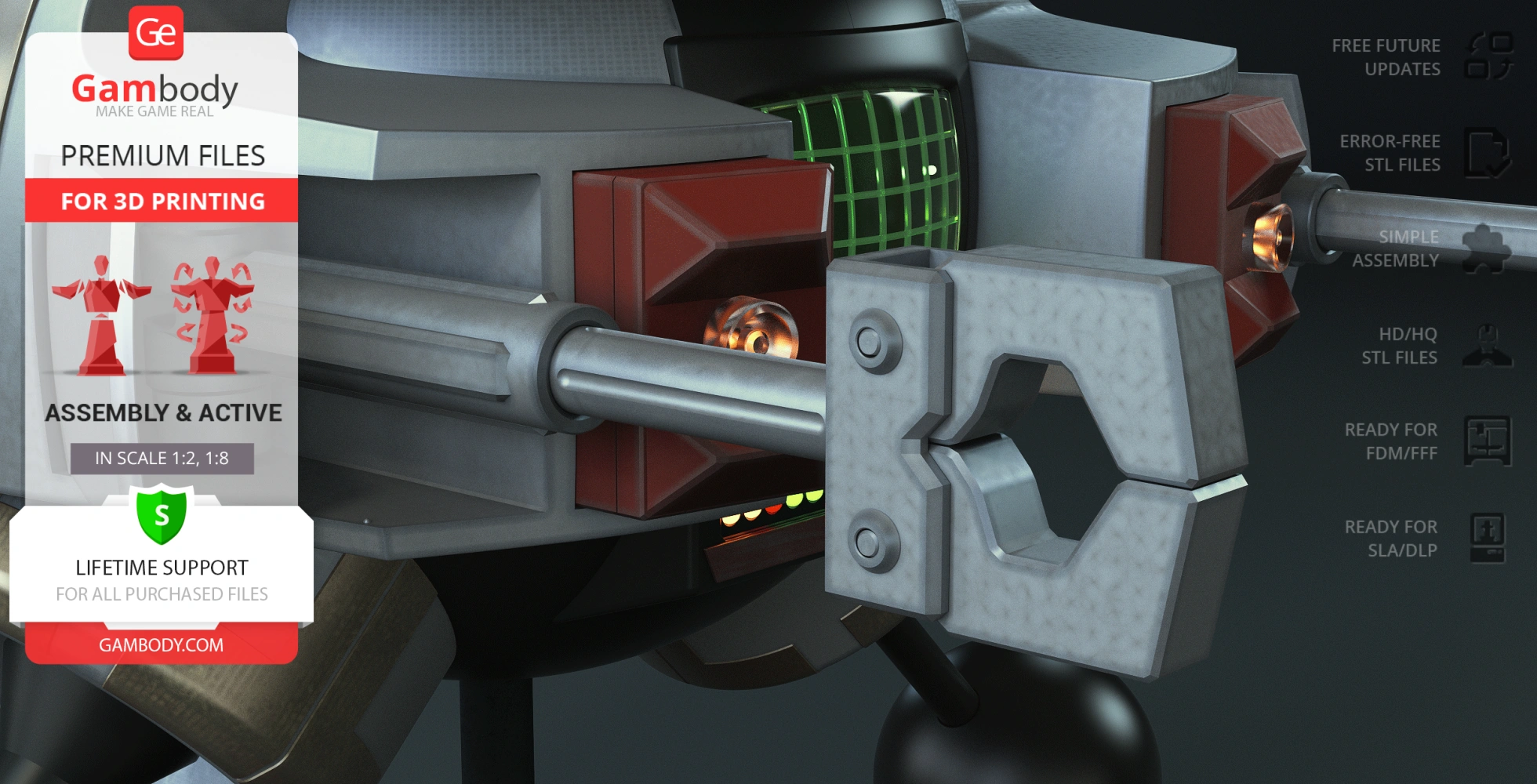
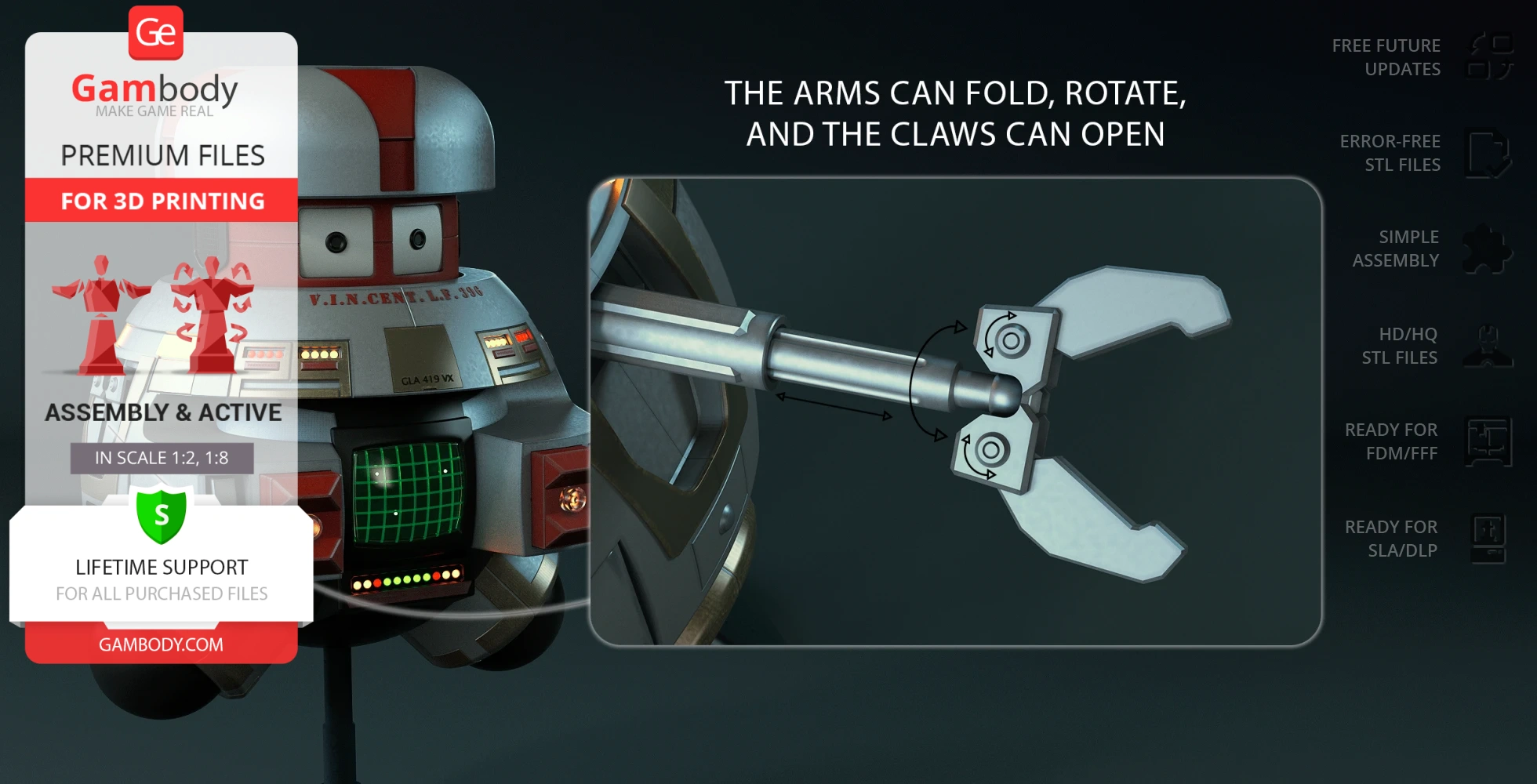
This V.I.N.CENT 3D model brings that spirit into stunning detail. His domed head can rotate or retract, side arms fold and open with functional claws, and front manipulators extend with partially opening covers. Choose between open or closed limbs and body plates, or swap three expressive eye variants to reflect his moods. For a cinematic touch, the brain under his head cap and chest screen are designed for optional LED lighting, making this sci-fi robot 3D model glow like its on-screen counterpart. A perfect blend of retro design and character, it's a worthy tribute to a sci-fi icon.
3D printing model features
Model-specific features:
- Inspired by The Black Hole movie, this V.I.N.CENT 3D print model captures the iconic sci-fi robot with stunning detail;
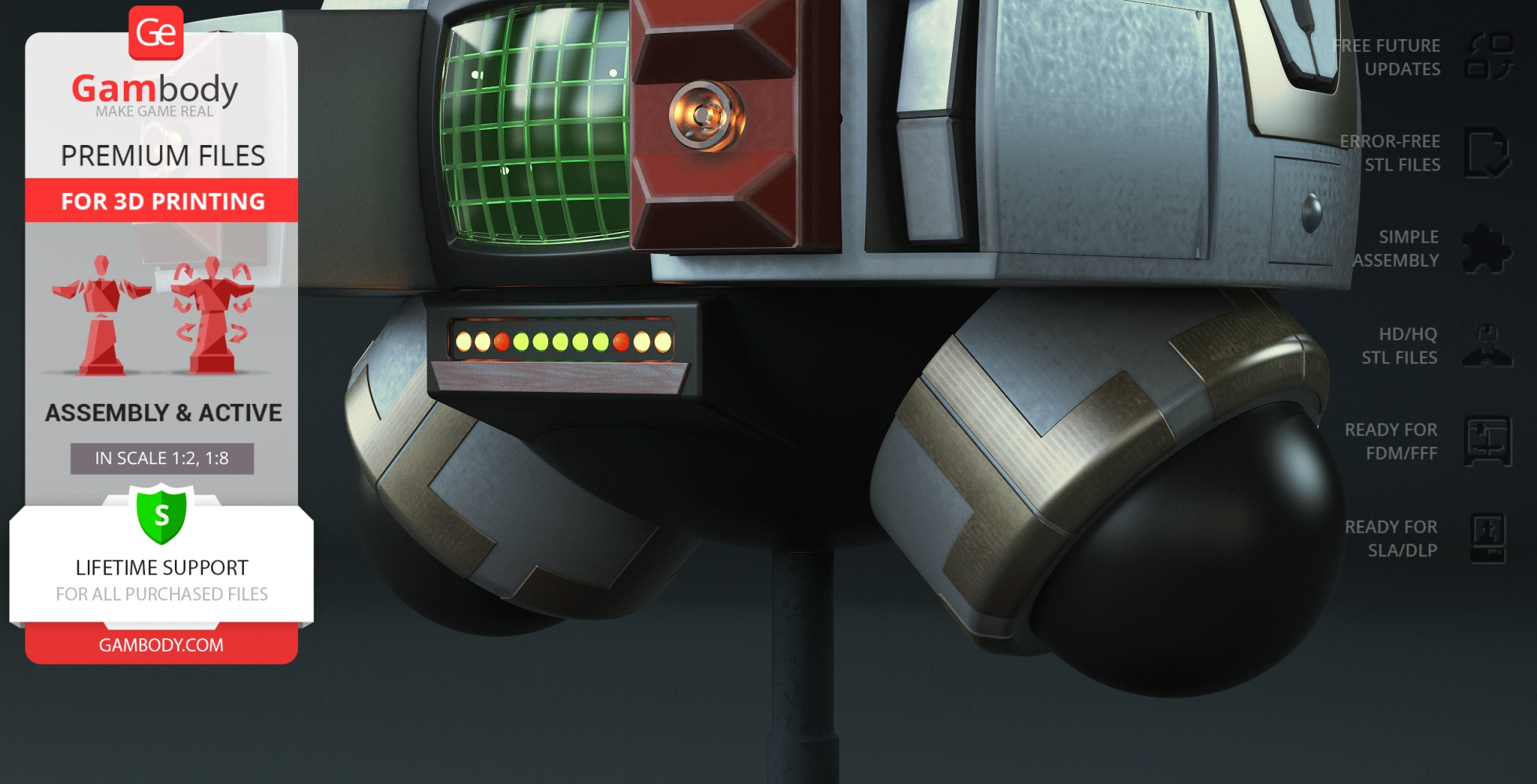
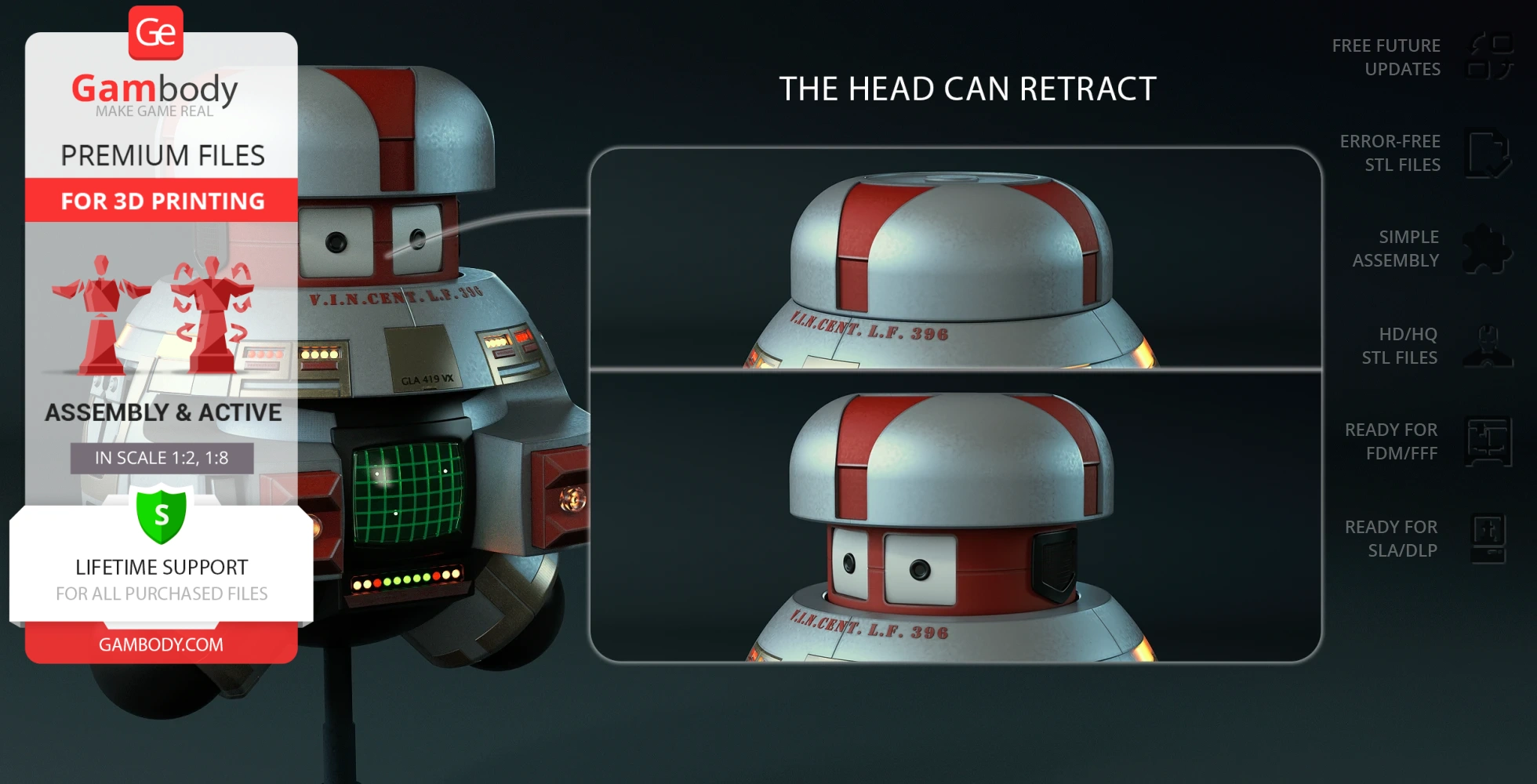
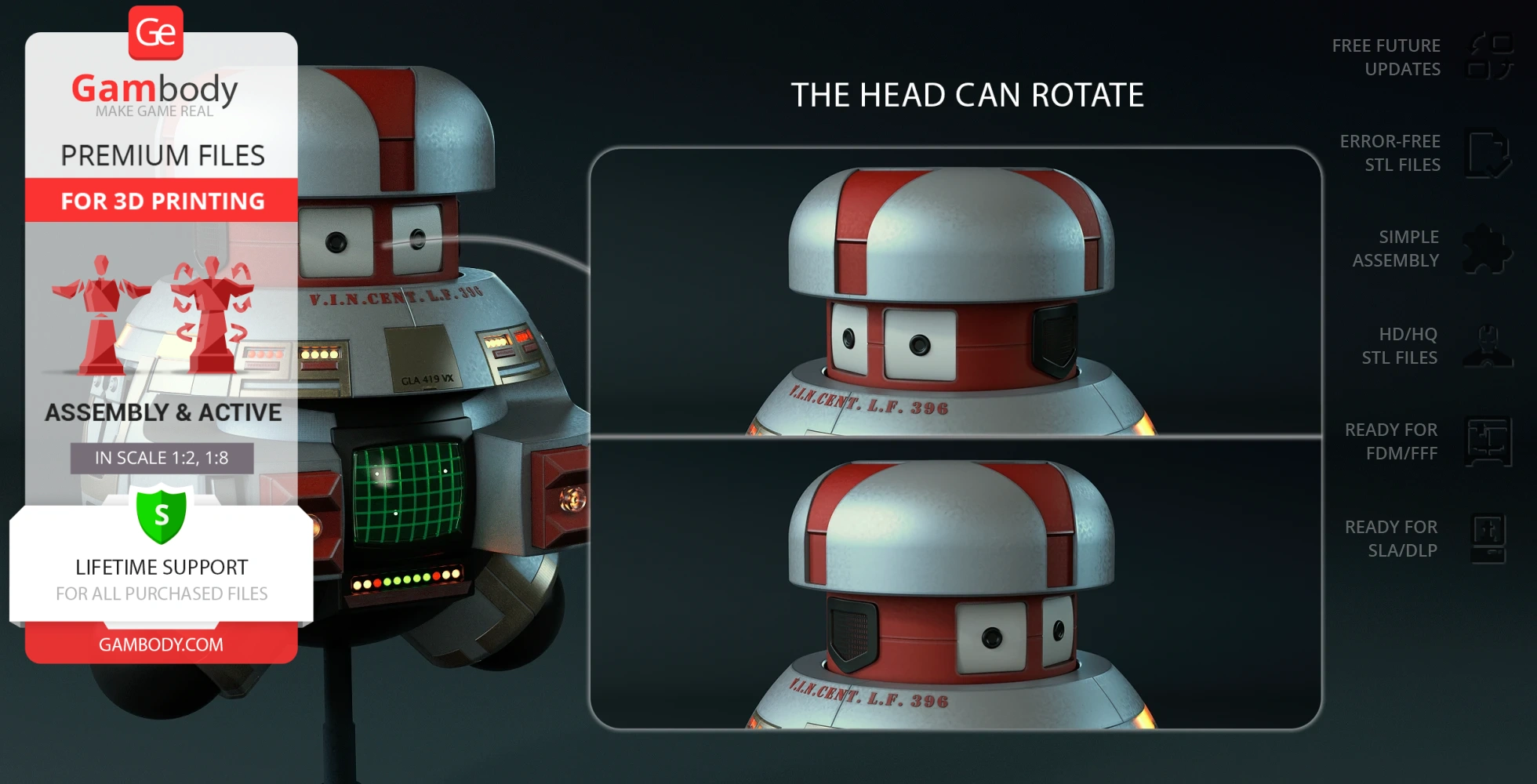
- The model features retractable legs and a retractable head, as well as rotating arms, which allow for various display poses;
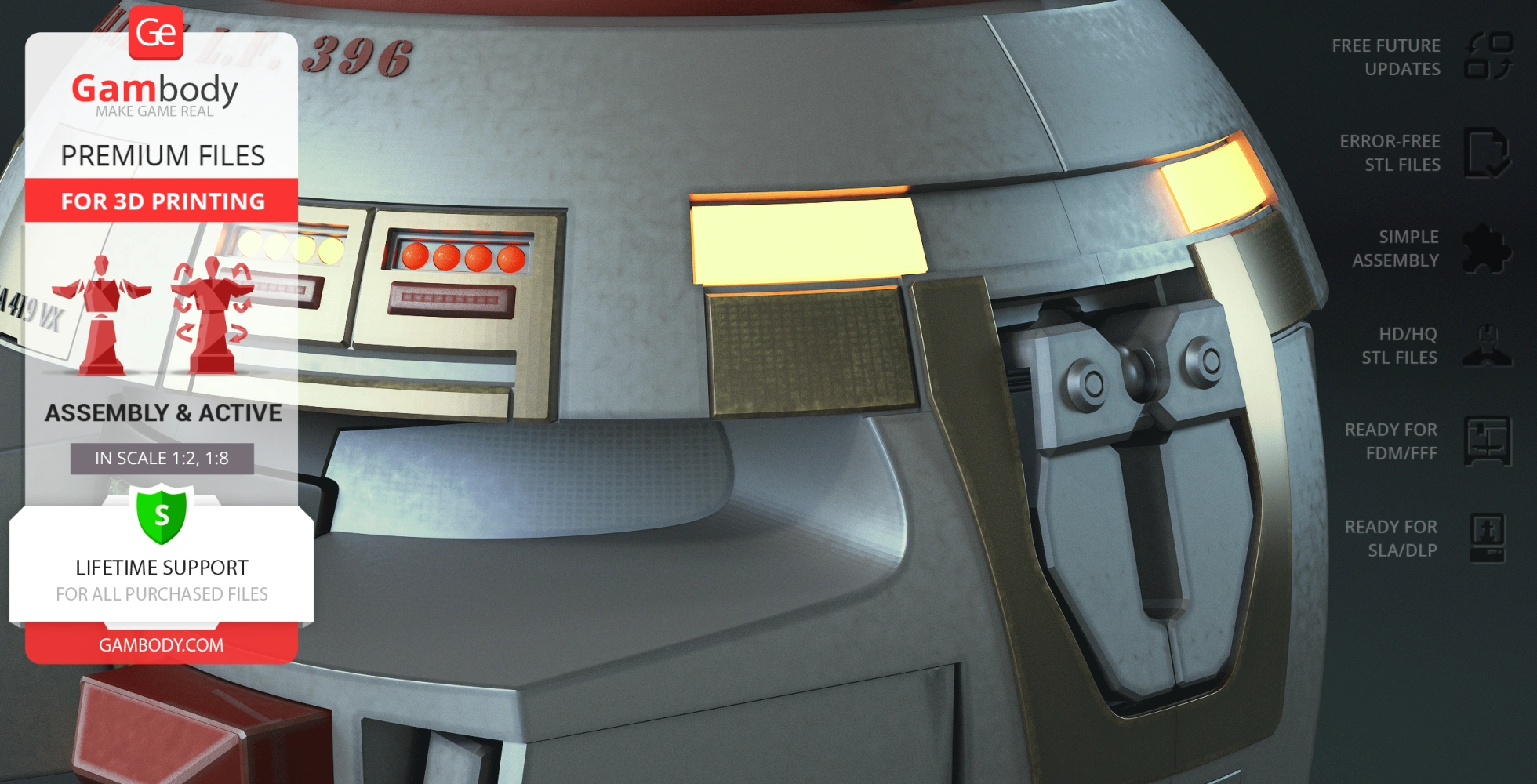
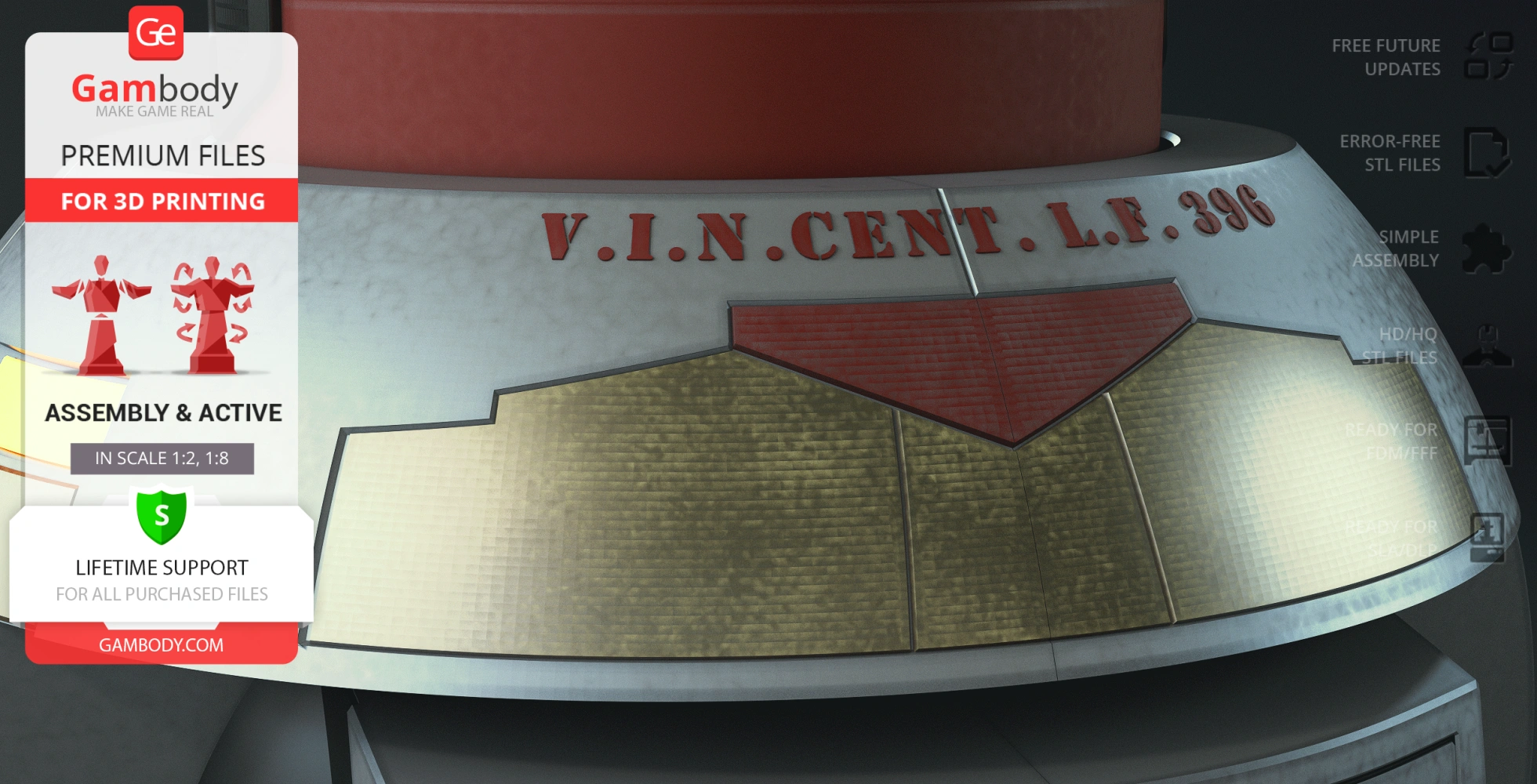
- Comes with three eye variants to capture different moods, along with two body options for a display with or without lettering;
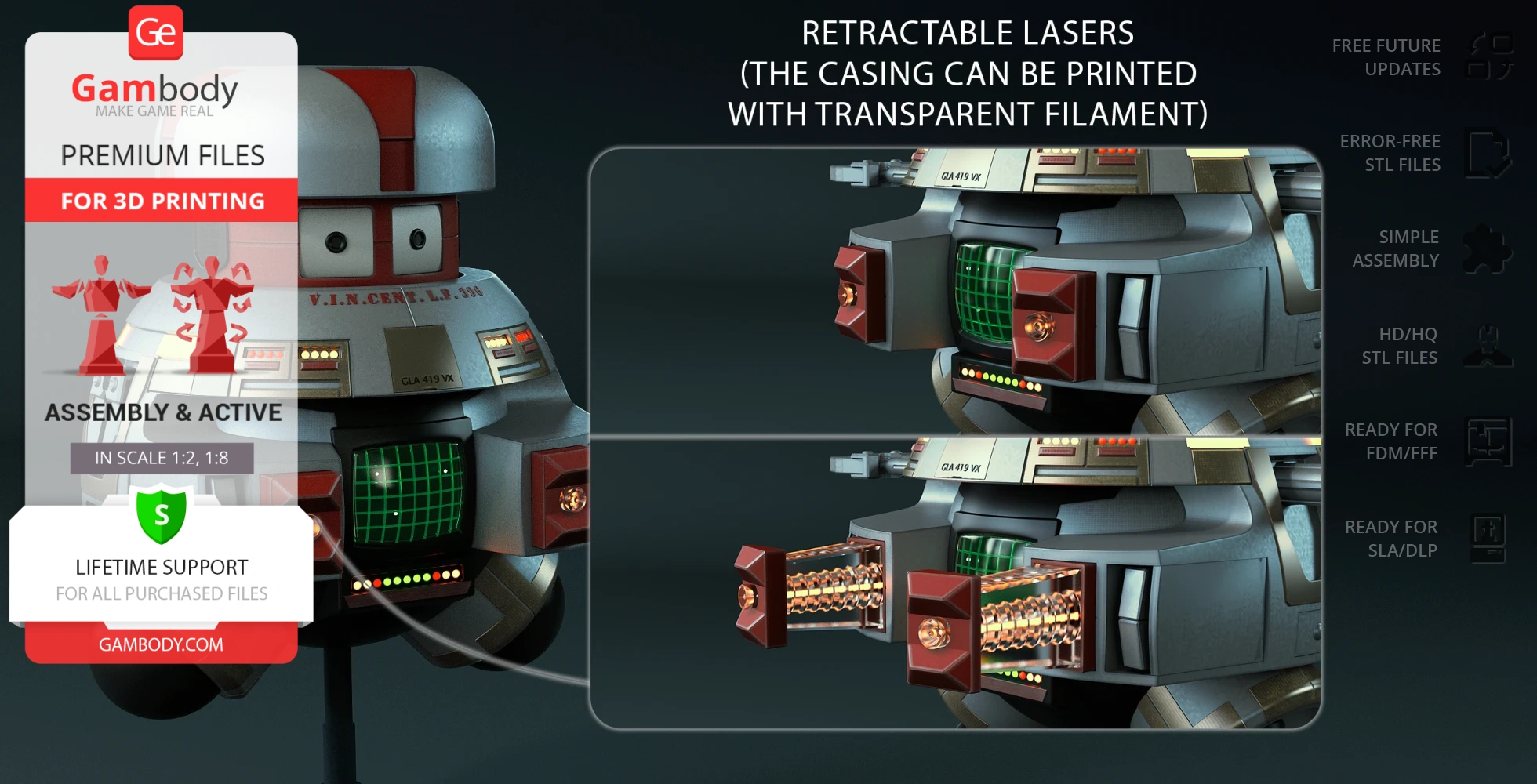
- Functional details include a removable shocker, retractable lasers, and front arms with partially opening covers;
- The model is prepared for optional LED lighting, with a dedicated back panel for battery installation, allowing you to light up the chest screen and the "brain" under his head cap for a cinematic glow;
- You can choose between two display options: a stand or a slot cover.
Printing & assembly details:
- Provided as error-free STL files compatible with most 3D printers;
- Optimized part division minimizes support material and ensures smooth surface detail;
- The assembly parts in the FFF/FDM version come in the recommended print orientations for easy bed placement;
- Assembly manual in PDF and video formats is included for the FFF/FDM version;
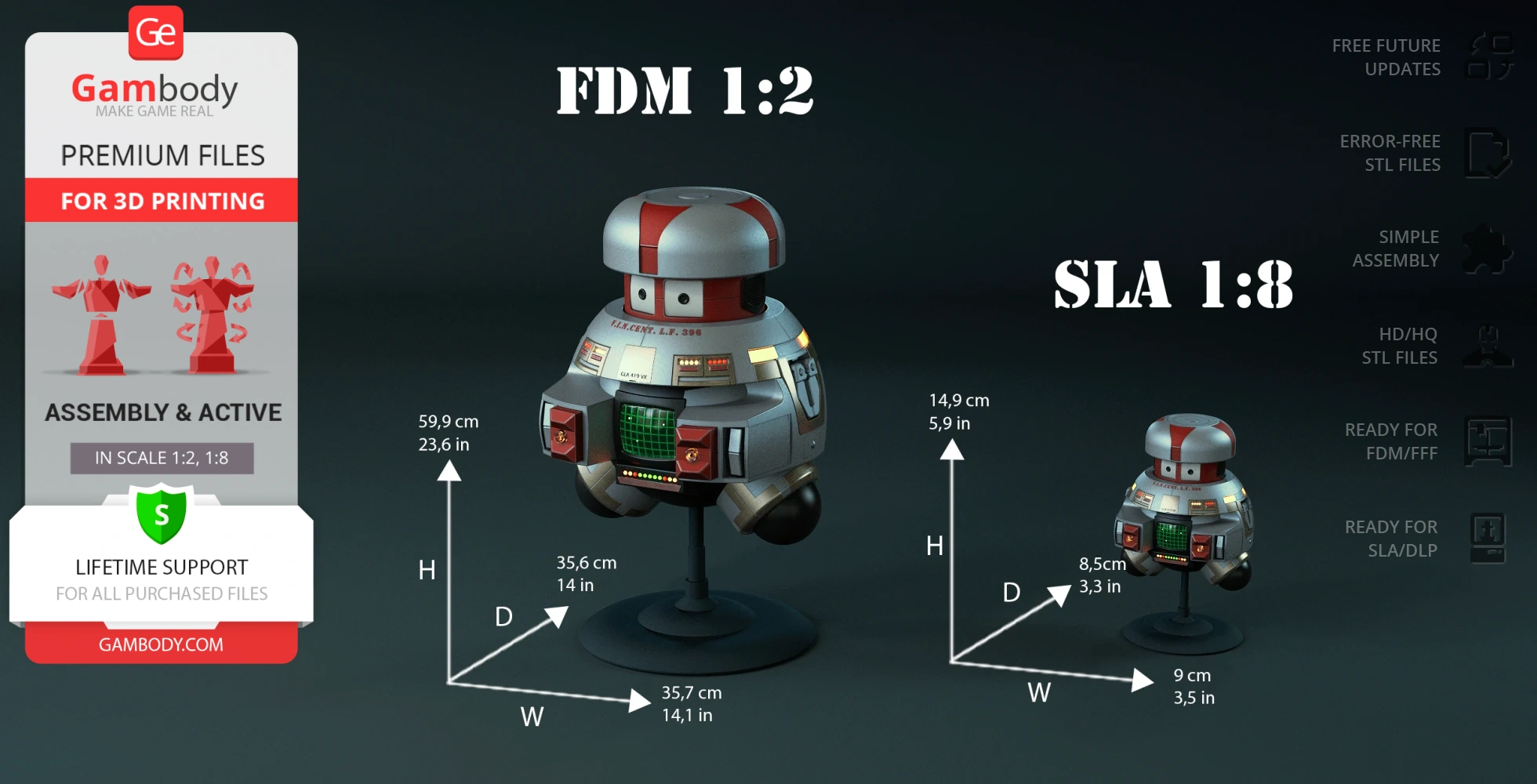
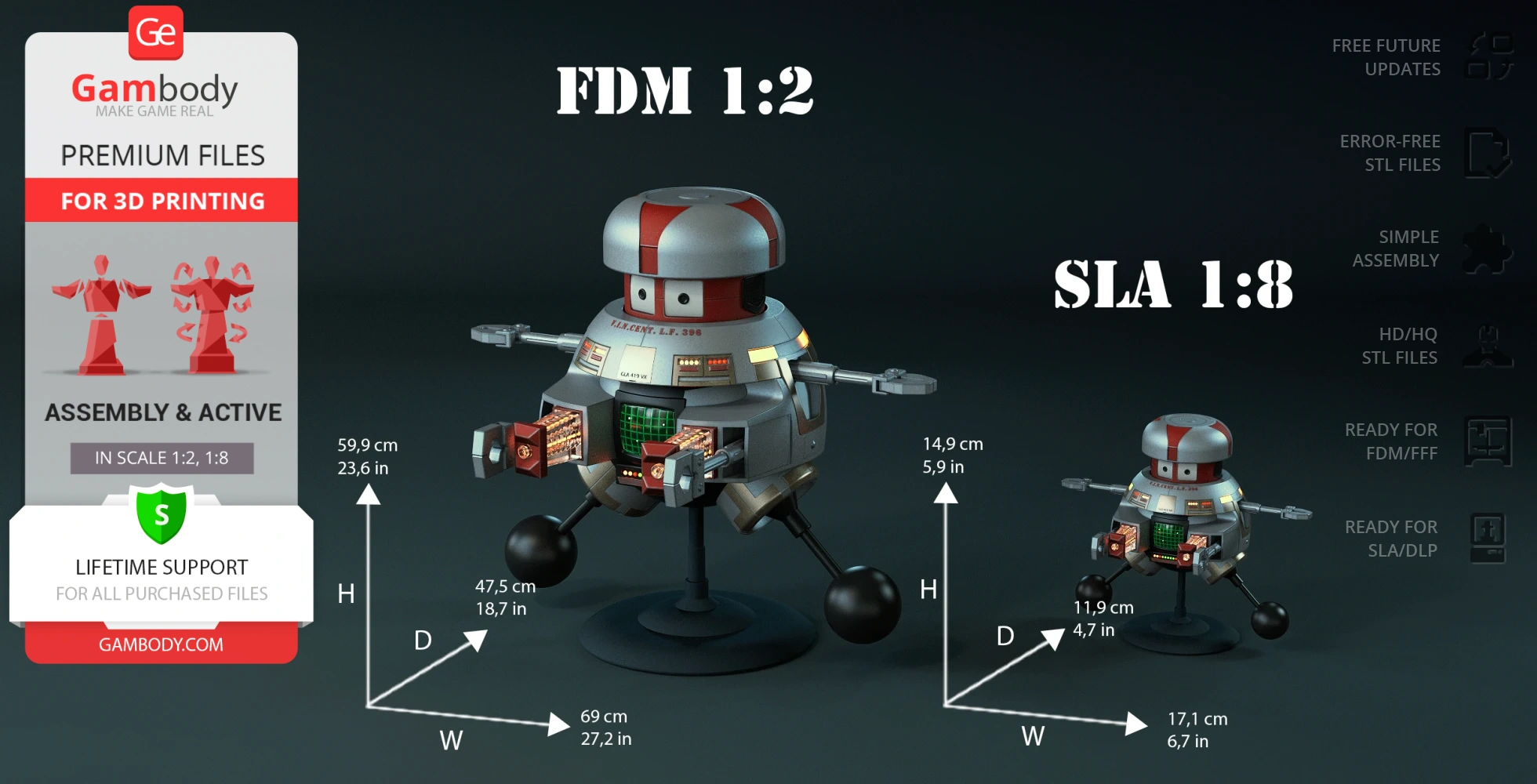
- The model is available in recommended scales of 1:2 for the FFF/FDM version and 1:8 for the DLP/SLA/SLS versions, based on the height of V.I.N.CENT robot.
What will you get after purchase?
- 2 versions of V.I.N.CENT STL files for FFF/FDM and DLP/SLA— files for all versions are available for download after the purchase;
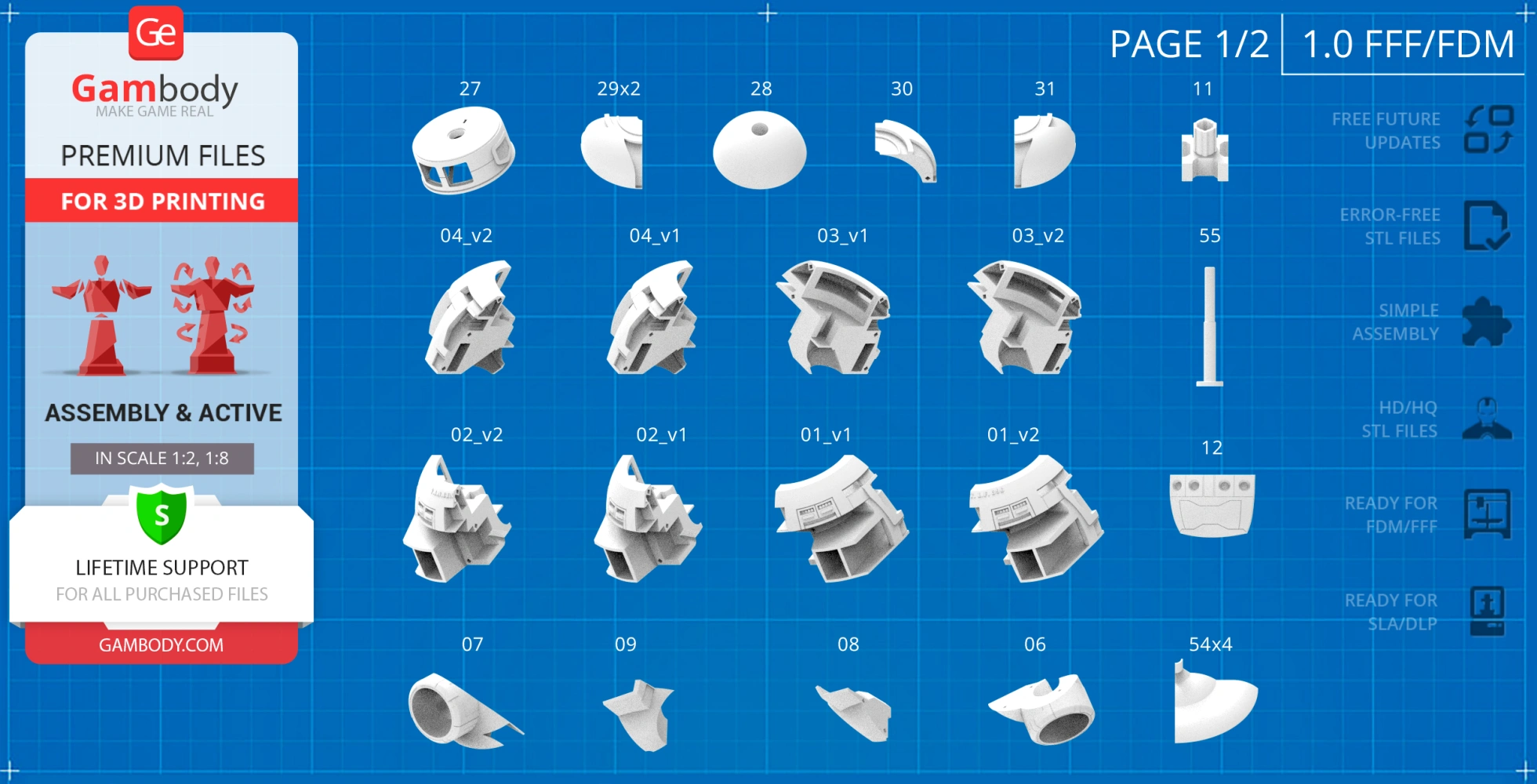
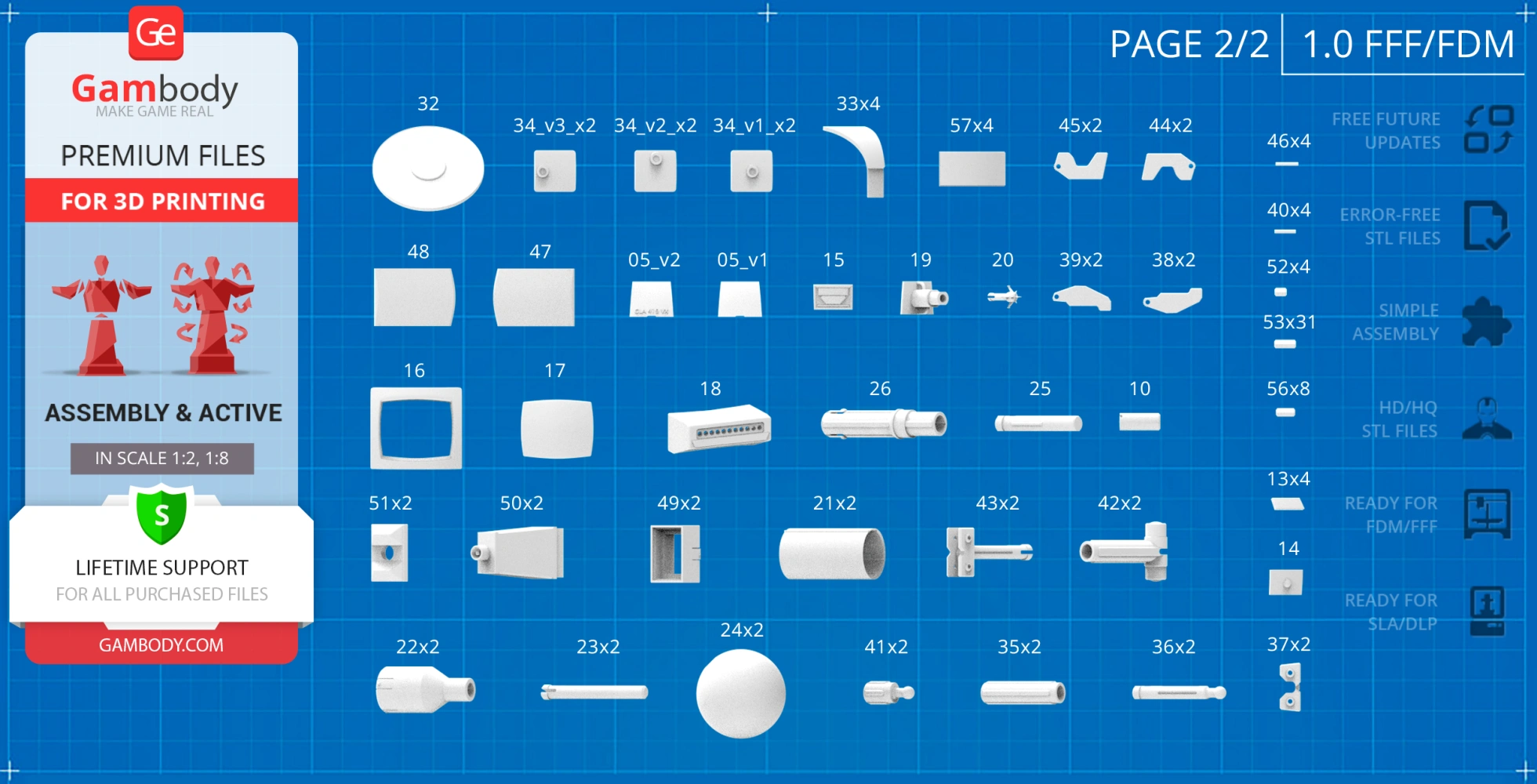
- STL files of high-poly V.I.N.CENT model for 3D printing consist of 100 files;
- Sizes for:
- FFF/FDM: 690 mm wide, 599 mm high, 475 mm deep;
- DLP/SLA/SLS: 171 mm wide, 149 mm high, 119 mm deep;
- Assembly Manual for 1.0 FFF/FDM and 1.0 DLP/SLA versions in PDF and video formats;
- Detailed settings that we provide as a recommendation for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer for the best print;
- Full technical support from the Gambody Support Team.
Average customer rating (6 reviews)
5
Ratings breakdown
Click a star rating to filter reviews
Overall experience
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
4.9
Model cut quality and assembly guide
4.7
Clarity and accuracy of the model page
4.9
As for the lighting guide, there are many different ways to approach lighting a model, from simple LED installations to more advanced custom setups. That's why we don't include a specific lighting guide, as each maker tends to have their own preferred components and approach.
That said, if you're considering adding lighting to your build, we have a general guide that may help you get started: https://www.gambody.com/blog/how-to-install-led-lights-in-a-3d-printed-model/
You can also find plenty of lighting ideas shared by fellow makers in our 3D Printing Community. One example that may be especially helpful is a this build shared by Dennis Mars, including step-by-step videos in the comments. It's definitely worth a look if you're planning to add lighting to your build:
https://www.facebook.com/reel/853787653847761
By the way, we'd love to see your V.I.N.CENT shared with the community as well. We're sure that other members would enjoy seeing your finished build and any lighting upgrades you decide to add.
Thank you for your feedback and for sharing your experience with the model!
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Level of detail in the model
5
Model cut quality and assembly guide
5
Clarity and accuracy of the model page
5
Below you'll find detailed slicing settings for Bambu Studio 2.0+, Orca Slicer 2.0+, UltiMaker Cura 5.0+, PrusaSlicer 2.0+, Slic3r 1.3+, Simplify3D 5.0+ to help you get the best results when printing this model. These settings are optimized specifically for this 3D model, but please note they may need slight adjustments depending on your printer or filament. When in doubt, refer to your printer's user manual.
To avoid printing issues and achieve the best quality, we highly recommend applying the following settings:
For better quality use 0.12 mm layer height, for fast printing use 0.2 mm layer height. For pins and the Ge connectors, use 0.2 layer height.
120-150% of your Layer Height
But you can paint the seam if you want.
You have to calibrate this parameter
You have to calibrate this parameter
You have to calibrate this parameter
For pins and power elements of the structure, such as the vehicle frame, use 3 loop
Disabled for vehicles and enabled for characters
For 0,2 Layer Height
The parameters in this tab vary greatly, it all depends on the quality of your printer. For example, if you have a classic Ender3, stick to the minimum parameters, but if you have a newer printer, for example Anycubic cobra 3 v2, you can select the maximum recommended values
Settings for advanced users, change these parameters only if you have sufficient 3D printing expertise
Enable this parameter if your model requires supports
We also recommend placing and removing supports manually in some places using special button
1-2 loops for more thick support
Top Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
Bottom Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
You have to calibrate this parameter which one is better for your filament
Increase this parameter if the supports are hard to remove from walls
For PLA and PETG filament types
5-8 mm is optional for small prints that have bad adhesion to the build plate
You have to calibrate this parameter
Read the description on your filament roll
Read the description on your filament roll and increase this parameter for fast printers
Read the description on your filament roll and increase this parameter for fast printers
For better quality use 0.12 mm layer height, for fast printing use 0.2 mm layer height. For pins and the Ge connectors, use 0.2 layer height.
120-150% of your Layer Height
But you can paint the seam if you want.
0.01-0.05 You have to calibrate this parameter
0.01-0.05 You have to calibrate this parameter
0.1-0.2 You have to calibrate this parameter
For pins and power elements of the structure, such as the vehicle frame, use 3 loop
Disabled for vehicles and ships, enabled for characters
For 0,2 Layer Height
For 0,2 Layer Height
The parameters in this tab vary greatly, it all depends on the quality of your printer. For example, if you have a classic Ender3, stick to the minimum parameters, but if you have a newer printer, for example, Anycubic Kobra 3 Or Bambulab A1, you can select the maximum recommended values.
Settings for advanced users, change these parameters only if you have sufficient 3D printing expertise
Enable this parameter if your model requires supports
We also recommend placing and removing supports manually in some places using special button
Top Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
Bottom Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
Increase this parameter if the supports are hard to remove from walls
For PLA and PETG filament types
5-8 mm is optional for small prints that have bad adhesion to the build plate
Read the description on your filament roll
Read the description on your filament roll and increase this parameter for fast printers
You have to calibrate this parameter
Read the description on your filament roll and increase this parameter for fast printers
Read the description on your filament roll
This field is filled in according to your printer specifications when you add it to the slicer.
You can add custom G-code here for the start and end of the print. However, be careful - this is for advanced users only!
You have to calibrate your printer using Ge retraction test models
Retraction Length: For direct-drive setups use 0.5 mm to 2.5 mm; for Bowden extruders use 5 to 7 mm
This is how fast the filament is pulled back—40-60 mm/s for direct drive and 30-50 mm/s for Bowden setups.
You have to calibrate this parameter: Reduce it until the printer starts to hit the parts with the nozzle during printing, then increase it by 0.2.
For better quality use 0.12 mm layer height, for fast printing use 0.2 mm layer height. For pins and the Ge connectors, use 0.2 layer height.
120-150% of your Layer Height
To increase the strength of the print parts, use wall line count: 3
For pins and connectors use 50% Infill
These parameters are for standard PLA plastic. If you are using a different type of plastic, check the printing temperature recommended by the manufacturer. Also, read the description on your filament spool. For fast printers, add +30 °C to the current parameters.
The parameters in this tab vary greatly, it all depends on the quality of your printer. For example, if you have a classic Ender3, stick to the minimum parameters, but if you have a newer printer, for example Anycubic cobra 3 v3, you can select the maximum recommended values
Settings for advanced users, change these parameters only if you have sufficient 3D printing expertise.
You need to calibrate this parameter using Gambody test models. These values are average values for a Direct Drive extruder; for a Bowden extruder, the values should be increased.
You need to calibrate this parameter using Gambody test models. These values are average values for a Direct Drive extruder; for a Bowden extruder, the values should be increased.
Use this value other than 0 if your nozzle catches on the internal infill during travel moves. Try to keep this value as low as possible in height.
Use normal supports to support large, straight surfaces (most mechanical or technical parts).
You have to calibrate this parameter according to the capabilities of your printer and your filament, using a Gambody test models.
Use 1 instead of 0 if your supports are thin and tall. They will be harder to remove, but much stronger.
Top Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
Increase this parameter if the supports are hard to remove from walls
Use tree supports to support complex objects, such as characters.
You have to calibrate this parameter according to the capabilities of your printer and your filament, using a Gambody test models.
Top Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
Increase this parameter if the supports are hard to remove from walls
Use a skirt for all parts when printing on outdated printers.
Use a brim when printing thin but tall parts, as well as parts with a small bed adhesion area.
For better quality use 0.12 mm layer height, for fast printing use 0.2 mm layer height. For pins and the Ge connectors, use 0.2 layer height.
120-150% of your Layer Height
for 0.2 Layer Height
But you can paint the seam if you want.
(for PLA and PETG)
(5-8 mm is optional for small prints that have bad adhesion to the build plate)
Enable this parameter if your model requires supports
(45-50 degree)You have to calibrate this parameter according to the capabilities of your printer
and your filament, using a Gambody test models.
Top contact Z distance = 1-1.3 layer Height. If the supports are hard to remove, try
increasing this setting by 0.1-0,4 mm
Top contact Z distance = 1-1.3 layer Height. If the supports are hard to remove, try
increasing this setting by 0.1-0,4 mm
Increase this parameter if the supports are hard to remove from walls
The parameters in this tab vary greatly, it all depends on the quality of your printer. For example, if you have a classic Ender3, stick to the minimum parameters, but if you have a newer printer, for example Anycubic cobra 3 v3, you can select the maximum recommended values
Settings for advanced users, change these parameters only if you have sufficient 3D printing expertise. Use the minimum value for outdated printers without acceleration calibration, and the maximum value for modern printers if you need it.
These settings only work for 3D printers with multiple extruders
You can try setting all parameters in this section, except the First layer, to values between 0.75% of your nozzle diameter and 1.25% of your nozzle diameter. Adjusting them will help you work out the optimal parameters for the best quality for your print. As for the First layer, you can set it to 150% of the diameter of your nozzle for better adhesion to the build plate (for a nozzle with a diameter of 0.4 mm, the First layer extrusion width can be from 0.3 mm to 0.5 mm)
For better printing quality you have to calibrate this parameter using Gambody test model.
Check your filament manufacturer's temperature recommendations on the spool.
Cooling parameters depends on the material you use for printing.
*for PLA
For better quality use 0.12 mm layer height, for fast printing use 0.2 mm layer height. For pins and the Ge connectors, use 0.2 layer height.
120-150% of your Layer Height
For 0.12 Layer Height
For 0.12 Layer Height
For pins and connectors use 50% Infill
Use skirt for outdated 3d printers
(5-8 mm is optional for small prints that have bad adhesion to the build plate)
Enable this parameter if your model requires supports
(45-60 degree)You have to calibrate this parameter according to the capabilities of your printer and your filament, using a Gambody test models
Contact Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
The parameters in this tab vary greatly, it all depends on the quality of your printer. For example, if you have a classic Ender3, stick to the minimum parameters, but if you have a newer printer, for example Anycubic cobra 3 v3, you can select the maximum recommended values
Settings for advanced users, change these parameters only if you have sufficient 3D printing expertise. Use the minimum value for outdated printers without acceleration calibration, and the maximum value for modern printers if you need it.
You have to calibrate this parameter from 0.9 to 1.1 according to the capabilities of your printer and your filament, using a Gambody test models.
Check your filament manufacturer's temperature recommendations on the spool.
Cooling parameters depends on the material you use for printing.
Calibrate this value if you need to reduce or improve the adhesion between the plastic and the heat bed
Your current nozzle diameter
You need to calibrate this parameter using Gambody test models. These values are average values for a Direct Drive extruder; for a Bowden extruder, the values should be increased.
Your current nozzle diameter
You have to calibrate this parameter using Gambody test models.
You need to calibrate this parameter using Gambody test models. These values are average values for a Direct Drive extruder; for a Bowden extruder, the values should be increased.
For better quality use 0.12 mm layer height, for fast printing use 0.2 mm layer height. For pins and the Ge connectors, use 0.2 layer height.
For 0,2 Layer Height
For 0,2 Layer Height
To increase the strength of the print parts, use Outline Perimeters: 3
You can enable this parameter to print rounded or spherical models, as well as character models.
Use this option only if your parts are too tight. but better calibrate your printer extrusion
Use this option only if your parts are too tight. but better calibrate your printer extrusion
Use 2 and more if you want to create skirt instead brim
1-2 for skirt and 10-20 for brim
Use for wipe nozzle if you need
Use For ABS filament
For pins and connectors use 50% Infill
Top Z distance = 1-1.3 layer Height. If the supports are hard to remove, try increasing this setting by 0.1-0,4 mm
Calibrate your filament and detect optimal temperature for it
Average temperature for PLA filament
The parameters in this tab vary greatly, it all depends on the quality of your printer. For example, if you have a classic Ender3, stick to the minimum parameters, but if you have a newer printer, for example Anycubic cobra 3 v3, you can select the maximum recommended values
Settings for advanced users, change these parameters only if you have sufficient 3D printing expertise.
FFF/FDM
Updated version of Vincent 1.0, improving mechanisms and painting convenience; Includes all features of version 1.0; Removable ears for easier painting; Removable pupils for precise detailing; LED insert for those who prefer not to illuminate; Legs split into two halves for easier printing; Foot stoppers to lock legs in a closed position without sagging; Various small improvements to gaps and tolerances between parts; The assembly parts are connected using specially designed integrated connectors that fit securely into the corresponding slots. Some model parts use separate connectors (part "_53_pin_X31_FDM", requires 31 copies); Optionally, for added strength and rigidity, the static connections can be glued together.
DLP/SLA
The head can be rotated and retracted; Comes with three eye variants and a removable shocker with a cover;
The arms can open; Features two side arm options: open and closed; Retractable front arms with partially opening covers;
Two front arms options: open and closed; Comes with two leg options: open and closed;
Two body options: with or without lettering; Prepared for optional LED lighting with a removable back panel for battery installation; Includes brain lighting and chest screen lighting; The assembly parts are connected using specially designed integrated connectors that fit securely into the corresponding slots. Some model parts use separate connectors (part "_27_bodyPin_X6_SLA", requires 6 copies). Optionally, for added strength and rigidity, the static connections can be glued together;
FFF/FDM
The head can be rotated and retracted, and its cap can be raised; Comes with three eye variants and a removable shocker with a cover; The arms can open; Features two side arm options: open and closed; Retractable front arms with partially opening covers; Retractable legs; Two body options: with or without lettering; Prepared for optional LED lighting with a removable back panel for battery installation; Includes canonical lighting spots in the brain, upper section, and chest screen; The assembly parts are connected using specially designed integrated connectors that fit securely into the corresponding slots. Some model parts use separate connectors (part "_53_pin_x31_FDM", requires 31 copies;
part "_56_standPin_X8_FDM", requires 8 copies);